
Anwendungsfälle des Rührreibschweißens – Wer erzielt die größten Vorteile?
Fachtagung Rührreibschweißen, SLV Berlin-Brandenburg, 27.-28. Mai 2025


Vortrag von Stephan Kallee, stephan.kallee@alustir.com, Tel. +49 6024 6360123, Mobil: +49 1520 7788943 bei der Fachtagung Rührreibschweißen, SLV Berlin-Brandenburg, 27.-28. Mai 2025 (Update: new phone number. + 49 7031 427 0091)
Gliederung
1. Industriesektoren
- Schiffe, Schienenfahrzeuge, Luft- und Raumfahrt
- Automobilbau, insbesondere E-Mobilität
- Luft- und wassergekühlte Kühlkörper u. Batteriewannen
2. Portal, CNC-Bearbeitungszentren und Roboter
- Ein BAZ schweißt so schnell wie zwei Roboter
- Konstante Anpresskraft in einfachen CNC-Maschinen
3. Finanzielles Risiko und technischer Erfolg
- Der Aufwand für Spanntechnik wird oft unterschätzt
4. Marktanalyse
- FSW-Maschinen und FSW-Werkzeuge nach Regionen
- SWOT-, PESTEL- und DROC-Analysen
5. FSW-Normen
- ISO 25239, AWS 17.3 und ASME IX
- DVS-Merkblätter
Schiffe und Bohrinseln

Alu-Paneele für Schiffbau und Bohrinselbau
- Typische Breite bis 3,5 m für LKW-Transport
- Einbau von kompletten Modulen mit dem Werftkran
Verkürzung der Durchlaufzeiten in der Werft
- Strangpressprofilhersteller liefern vorgefertigte Paneele
- Lackierung nicht erforderlich
Hohe Qualität der Strangpressprofile erforderlich
- Engere Toleranzen (z.B. Säbeligkeit) als in der Norm
- 10% Schrott am Anfang/Ende des Strangpressprofils
- Keine Oxide: Profile vor dem FSW in der Halle lagern
Auslegung mit hohem Sicherheitsfaktor
- Wanddicke auf das MIG-Schweißen auslegen
- Hauptvorteil: Geringer Verzug und gute Toleranzen
Klassifikationsgesellschaften
- ABS, Bureau Veritas, DNV, Lloyd‘s Register, RINA etc.
- WPS-Qualifizierung mit vielen Gutachtern gleichzeitig
Schienenfahrzeuge

Alu-Paneele für Personenzüge und Straßenbahnen
- Verschweißen von Alu-Hohlprofilen
- Viel weniger Verzug, keine „Hungry Horse Appearance“
Exzellente Crashsicherheit
- Festigkeitssteigerung nach Ladbrook-Grove-Unfall
- Nur ein Todesopfer bei der Entgleisung in Cumbria
Import von Zügen aus Asien
- Japaner exportieren nach Europa und fertigen dort
- China baut viele FSW-Hochgeschwindigkeitszüge
FSSW – Rührreibpunktschweißen im Dach
- FSSW von Alu-Dächern aus patentrechtlichen Gründen
- Gewichtseinsparung im Dach besonders vorteilhaft
Güterwagen
- Alutanks für Tankwagen in Südafrika
- Spinforming für Tankwagen in Russland
- Seitenwände für den Kohle- und Erztransport
Luftfahrt
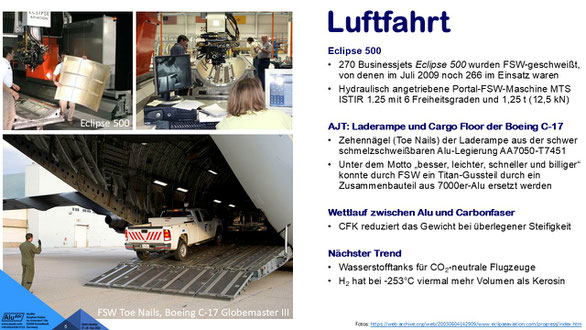
Eclipse 500
- 270 Businessjets Eclipse 500 wurden FSW-geschweißt, von denen im Juli 2009 noch 266 im Einsatz waren
- Hydraulisch angetriebene Portal-FSW-Maschine MTS ISTIR 1.25 mit 6 Freiheitsgraden und 1,25 t (12,5 kN)
AJT: Laderampe und Cargo Floor der Boeing C-17
- Zehennägel (Toe Nails) der Laderampe aus der schwer schmelzschweißbaren Alu-Legierung AA7050-T7451
- Unter dem Motto „besser, leichter, schneller und billiger“ konnte durch FSW ein Titan-Gussteil durch ein Zusammenbauteil aus 7000er-Alu ersetzt werden
Wettlauf zwischen Alu und Carbonfaser
- CFK reduziert das Gewicht bei überlegener Steifigkeit
Nächster Trend
- Wasserstofftanks für CO2-neutrale Flugzeuge
- H2 hat bei -253°C viermal mehr Volumen als Kerosin
Raumfahrt

Boeing war FSW-Pionier mit den Delta II und Delta IV Raketen
- Maschinen-Amortisation durch Reparatur einer VPPA-geschweißten Delta II Rakete (Start im August 1999)
- Bis Juli 2001 insgesamt 2100 m fehlerfreie FSW-Nähte für Delta II Raketen u. 1200 m für die größere Delta IV
- FSW-Design von Delta IV brachte Kostenersparnis von 60 % und reduzierte Fertigungszeit von 23 auf 6 Tage.
Aufwendige FSW-Maschinen u. Spannvorrichtungen
- Trend: Regenschirm-artige Spannvorrichtung für Tanks
Spinforming von neu entwickelten Al-Li-Legierungen
- Erst: 2219-O/T62
- Dann: Al-Li-Legierungen 2195 und 2050 in O/T62 mit 5% weniger Dichte und 5% höherem E-Modul
- Jetzt: 2050-T84 mit 27% höherer Zugfestigkeit und17% höherer Duktilität als 2219-T87
Satelliten und militärische Raketen
- Weltraumforschung, kommerzielle Anbieter und Verteidigungsindustrie arbeiten Hand in Hand
Automobilbau

Vor allem durch Tier 1 und Tier 2 Auto-Zulieferer
- Fertigungstiefe gering halten: Wenig Schweißprozesse
- Roboter-FSW mit 23 Robotern bei Honda, Ohio
Trend: Wassergekühlte Gehäuse für E-Autos
- Absolut wasser- und gasdichte Nähte im Aluguss
- Chinesische Zulieferer mit mehr als 50 FSW-Maschinen
Tailor Welded Blanks
- FSW unterschiedlicher Blechdicken vor dem Tiefziehen
- Nichtlineare Nähte
FSSW – Rührreibpunktschweißen für Türen
- FSSW von Türen und Klappen ohne dicke RSW-Kabel
- Zykluszeit von etwa 1 sec wird angestrebt
Herausforderungen
- Werkzeugverschleiß (oft mehr als 1400 m pro Werkzeug)
- Schweißgeschwindigkeit (schneller als Laser MIG hybrid)
- Aufwendige Spannvorrichtungen
Kühlkörper

CNC-Fräsen vor und nach dem FSW-Schweißen
- Maßgeschneiderte Kühlplatten auf Aluminiumbasis mit hervorragender thermischer Leistung und hoher Vielseitigkeit bei niedrigen Entwicklungskosten
- Atherm verwendet FSW sowohl für kleine Serien, die beim Prototyping benötigt werden (A- und B-Muster),als auch für große Lösgrößen in der Serienproduktion
Unterschiedliche Drehzahlen beim Fräsen und FSW
- FSW erfordert vergleichsweise langsame Drehzahlen bei hoher Anpresskraft
- Automatischer Werkzeugwechsler oder Kopfwechsler
CFD (Computer Fluid Dynamics)
- Der Wärmeaustausch kann durch Modellierung des Kühlwasserstroms optimiert werden
- Bionische Wärmetauscher
Kühlkörper

Bisher: Gewalztes Blech auf Aluminium-Druckguss
- Formkon A/S in Dänemark stellt mit einem Stirweld FSW-Kopf absolut wasserdichte wassergekühlte Hochleistungselektronik-Gehäuse aus Aluminiumguss und Aluminiumblechdeckeln her
- Formkon liefert auch Druckgussteile aus Zink und Magnesium, insbesondere für Elektrofahrzeuge und die Bereiche Sport, Lifestyle und Schifffahrt
Trend: Gussdeckel auf Gussgehäuse
- Dreidimensionale Naht-Geometrien können mit 500-kg-Knickarmrobotern geschweißt werden
- Formschrägen und/oder große Spaltmaße erfordern oft eine spanende Vorbearbeitung
- Kopfwechsel oder Werkzeugwechsel zwischen CNC-Fräser und FSW-Werkzeug werden industriell genutzt
Forschung und Entwicklung: aiCAMstir
- Pfiffige KI-Algorithmen zur Parameteroptimierung
- Adaptive Parameterregelung für hohe Geschwindigkeit
- Verschleißminimierte WPS für mehr Nachhaltigkeit
Konstruktion
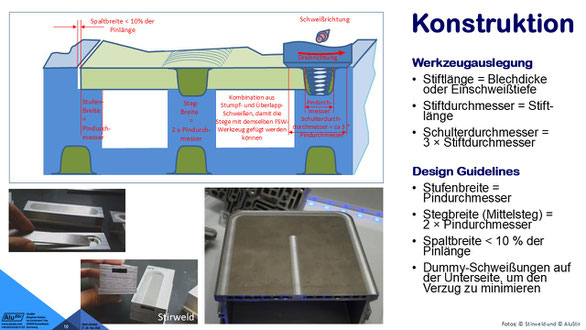
Werkzeugauslegung
- Stiftlänge = Blechdicke oder Einschweißtiefe
- Stiftdurchmesser = Stift-länge
- Schulterdurchmesser = 3 × Stiftdurchmesser
Design Guidelines
- Stufenbreite = Pindurchmesser
- Stegbreite (Mittelsteg) = 2 × Pindurchmesser
- Spaltbreite < 10 % der Pinlänge
- Dummy-Schweißungen auf der Unterseite, um den Verzug zu minimieren
Portal, CNC-Maschine oder Roboterzelle?
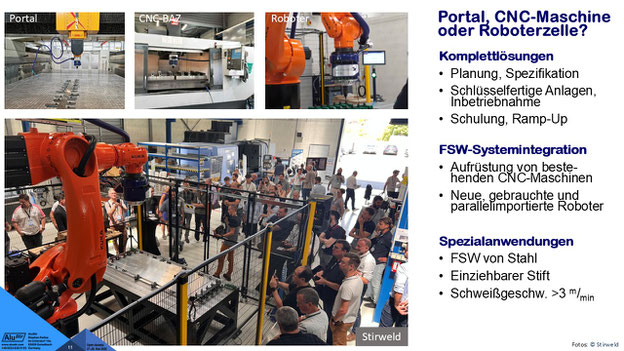
Komplettlösungen
- Planung, Spezifikation
- Schlüsselfertige Anlagen, Inbetriebnahme
- Schulung, Ramp-Up
FSW-Systemintegration
- Aufrüstung von beste-henden CNC-Maschinen
- Neue, gebrauchte und parallelimportierte Roboter
Spezialanwendungen
- FSW von Stahl
- Einziehbarer Stift
- Schweißgeschwindigkeit >3 m/min
Finanzielles Risiko

Hoher Aufwand bei der Forschung und Entwicklung
- Know-How-Verlust durch Personalwechsel
- Route Cause Analysis bei ungeeignetem Tool Design
Unterschätzung der Kosten bei der Spanntechnik
- Flugzeughersteller, Rohrleitungsbau und E-Mobilität
Wettbewerb mit Materialherstellern
- Strangpressprofilhersteller verlangen Aufschläge
- Stahl und Kunststoff sind günstiger als Aluminium
Markt entwickelte sich zögerlicher als erwartet
- Hoher Vertriebsaufwand der Maschinenhersteller
- Mehr- und Mindermengen im Automobilbau
Sprunghafter Auftragseingang
- Sondermaschinenbau insbesondere Luft- u. Raumfahrt
- Mehr- und Mindermengen im Automobilbau
Politische Fehlentscheidungen
- Gesetzessänderungen, Zölle, Kriege, staatl. Förderung
Technischer Erfolg

Pressschweißen hat immer metallurgische Vorteile
- 2000 und 7000er Aluminiumlegierungen unterhalb des Schmelzpunkts fügen
Geringer Verzug und beeindruckende Toleranzen
- Paneele im Fahrzeugbau und Batteriewannenbau
Wertsteigerung bei Strangpressprofilen und Alu-Guss
- Paneele und wassergekühlte Bauteile statt Rohmaterial
Alugießereien ändern ihre Hauptprodukte
- E-Mobilität statt Dieselmotor, Getriebe und Auspuff
- FSW erzeugt keine Poren oder Blaslöcher
Kostengünstige Fertigung
- Marktvorteile gegenüber Konkurrenzprodukten
- Export aus Asien in attraktive Märkte
Den größten Umsatz und Erfolg hatten…
- Raketenbauer, Strangpressprofilhersteller, Kühlkörper-hersteller sowie Forschungsinstitute und Universitäten
Marktanalyse
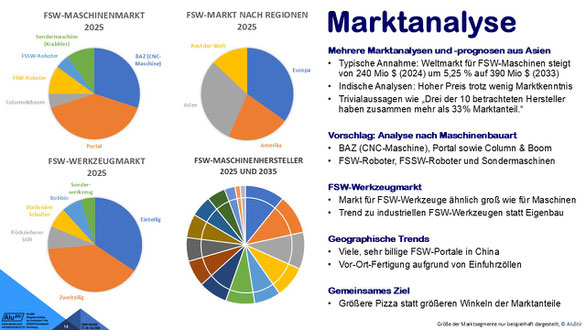
Mehrere Marktanalysen und -prognosen aus Asien
- Typische Annahme: Weltmarkt für FSW-Maschinen steigt von 240 Mio $ (2024) um 5,25 % auf 390 Mio $ (2033)
- Indische Analysen: Hoher Preis trotz wenig Marktkenntnis
- Trivialaussagen wie „Drei der 10 betrachteten Hersteller haben zusammen mehr als 33% Marktanteil.“
Vorschlag: Analyse nach Maschinenbauart
- BAZ (CNC-Maschine), Portal sowie Column & Boom
- FSW-Roboter, FSSW-Roboter und Sondermaschinen
FSW-Werkzeugmarkt
- Markt für FSW-Werkzeuge ähnlich groß wie für Maschinen
- Trend zu industriellen FSW-Werkzeugen statt Eigenbau
Geographische Trends
- Viele, sehr billige FSW-Portale in China
- Vor-Ort-Fertigung aufgrund von Einfuhrzöllen
Gemeinsames Ziel
- Größere Pizza statt größeren Winkeln der Marktanteile
Marktanalyse

Geographische Regionen
- Deutschland, Österreich und Schweiz (D-A-CH)
- Rest von Europa
- Amerika
- Asien
Sektoren
- Maschinenhersteller
- Universitäten und Institute
- FSW-Anwender
Beobachtung
- Bis zu 50 FSW-Maschinen pro Fabrik in China
- Asien dominiert bei den FSW-Maschinen und -Anwendungen
Publikationen
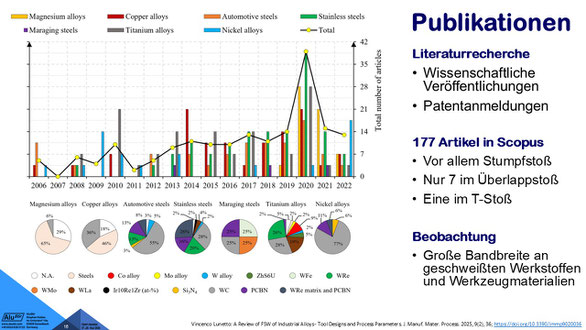
Literaturrecherche
- Wissenschaftliche Veröffentlichungen
- Patentanmeldungen
177 Artikel in Scopus
- Vor allem Stumpfstoß
- Nur 7 im Überlappstoß
- Eine im T-Stoß
Beobachtung
- Große Bandbreite an geschweißten Werkstoffen und Werkzeugmaterialien
SWOT-Analyse
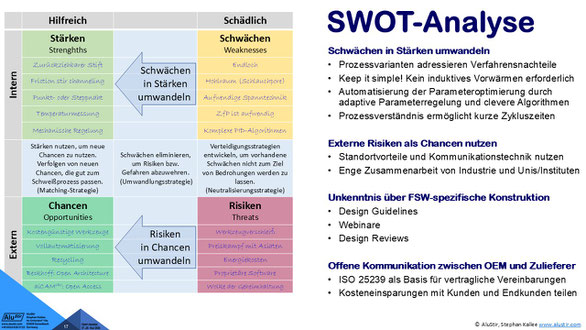
Schwächen in Stärken umwandeln
- Prozessvarianten adressieren Verfahrensnachteile
- Keep it simple! Kein induktives Vorwärmen erforderlich
- Automatisierung der Parameteroptimierung durch adaptive Parameterregelung und clevere Algorithmen
- Prozessverständnis ermöglicht kurze Zykluszeiten
Externe Risiken als Chancen nutzen
- Standortvorteile und Kommunikationstechnik nutzen
- Enge Zusammenarbeit von Industrie und Unis/Instituten
Unkenntnis über FSW-spezifische Konstruktion
- Design Guidelines
- Webinare
- Design Reviews
Offene Kommunikation zwischen OEM und Zulieferer
- ISO 25239 als Basis für vertragliche Vereinbarungen
- Kosteneinsparungen mit Kunden und Endkunden teilen
PESTEL-Analyse

6 externe Einflussfaktoren
- Politisch
- Ökonomisch
- Soziokulturell
- Technologisch
- Ökologisch
- Rechtlich
Umfeldanalyse
- Kontinuierliche Bewertung
- Verantwortliche festlegen
- Unternehmen und Behörden
DROC-Analyse
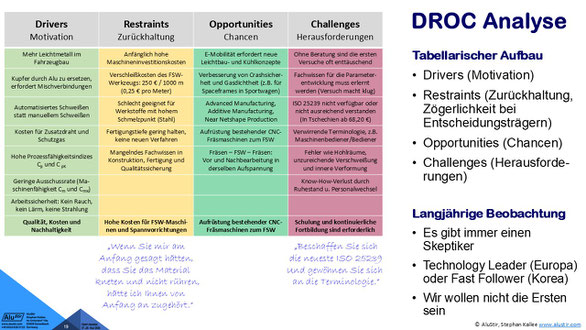
Tabellarischer Aufbau
- Drivers (Motivation)
- Restraints (Zurückhaltung, Zögerlichkeit bei Entscheidungsträgern)
- Opportunities (Chancen)
- Challenges (Herausforde-rungen)
Langjährige Beobachtung
- Es gibt immer einen Skeptiker
- Technology Leader (Europa) oder Fast Follower (Korea)
- Wir wollen nicht die Ersten sein
FSW-Normen
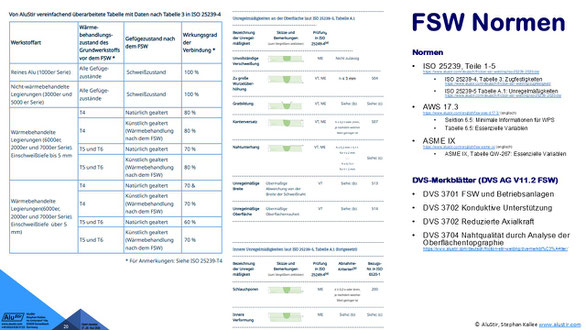
Normen
- ISO 25239, Teile 1-5
- ISO 25239-4, Tabelle 3: Zugfestigkeiten
- ISO 25239-5 Tabelle A.1: Unregelmäßigkeiten
- AWS 17.3 (englisch)
- Sektion 6.5: Minimale Informationen für WPS
- Tabelle 6.5: Essenzielle Variablen
- ASME IX (englisch)
- ASME IX, Tabelle QW-267: Essenzielle Variablen
DVS-Merkblätter (DVS AG V11.2 FSW)
- DVS 3701 FSW und Betriebsanlagen
- DVS 3702 Konduktive Unterstützung
- DVS 3702 Reduzierte Axialkraft
- DVS 3704 Nahtqualität durch Analyse der Oberflächentopgraphie
Wer erzielt die größten Vorteile?

Raumfahrt
- FSW hat den Raketenbau weltweit revolutioniert
- Hochfeste Alu-Legierungen sind mit FSW schweißbar
Wertsteigerung
- Paneele statt Strangpressprofilen
- Parallele Nähte mit wenig Verzug und super Toleranzen
Kühlkörper (Thermal Management)
- Mehr als 1000 m pro Tag
- Alu-Guss mit FSW poren- und spritzerfrei schweißen
Mischverbindungen
- Alu-Kupfer im Überlappstoß und Alu-Stahl
- Gewalztes Alu-Blech oder Alu-Extrusion auf Alu-Guss
Forschung und Entwicklung an Unis und Instituten
- Vielzahl von Publikationen und Patenten
- Auch längst Bekanntes wird erforscht und neu erfunden
Schlussfolgerungen

Problemlose Qualifikation der WPS durch TÜV usw.
- ABS, BV, DNV, GL, Lloyds und RINA im Schiffbau
- DIBt und TÜV im Bauwesen und bei Pipelines
- Federal Aviation Administration im Flugzeugbau
- DTIC in der amerikanischen Verteidigungstechnik
- Durch SLV B-B, AluStir und hausintern nach ISO 25239
Erfahrungsaustausch, Normung und F&E
- DVS Arbeitsgruppe AG V11.2 Rührreibschweißen
- F&E in Einzelkunden und Verbundforschungsprojekten
Vertrauliche Beratung, Prototyping und Schulung
- Design Reviews und Prototyping
- Webinare, Beratung vor Ort, Schulung nach ISO 25239
Werkzeuge, Spannvorrichtungen und FSW-Maschinen
- Werkzeugdesign für Materialfluss und Langlebigkeit
- Aufwand für Spanntechnik wird oft unterschätzt
- Einfache Bedienbarkeit und Wiederholgenauigkeit