


Benchmarking of Friction Stir Welding and Other Processes for Battery Trays of Compact Crossovers


The electric battery is one of the main components of an electric vehicle, both in terms of weight and cost. Therefore material selection and cost effective manufacturing processes are of key importance in the production of these vehicles.
This article reports on a benchmarking study focussing on material selection and manufacturing processes for compact crossovers like the Volkswagen ID.4 and Ford Mustang Mach-E. The cost data are educated guesses based on detailed discussions with several manufacturers and should not be interpreted as cast in stone, while the battery tray market is developing very quickly.
Videos and references can be accessed by clicking onto the links and more details are available by contacting [email protected] (Tel: +49 6024 636 0123). A presentation with a total of 180 slides can be given in four on-line seminars of 90 min each.
Benchmarking of 4 Welding and Joining Processes

AluStir aluminium battery tray to be produced by four processes: FSW (red), hybrid Laser-MIG (magenta), flowdrilling (green) and MIG welding (yellow)
© AluStir
An aluminium battery has been designed for this benchmarking study with similar dimensions to those in the Volkswagen ID.4 and Ford Mustang Mach-E. It should be produced from 17 aluminium extrusions, one aluminium sheet and four brackets by four welding and joining processes, to demonstrate their cost and benefits: Friction stir welding, hybrid laser-MIG, MIG welding and flowdrilling. The cost factors of the materials and of the welding and joining processes are shown and explained below.
Manufacturing Cost of an Aluminium Battery Tray
The manufacturing cost of battery trays depend significantly on the size of the battery tray, the annual volume of production and the location of the plant. This benchmarking study is based on producing 1.3 x 1.7 x 0.15 m large trays for 200,000 cars per year in Europe. The cost values are simplified and useful for general information and educative purposes only, as they are based on rules of thumb and an intensive internet search and telephone enquiries.
The following table summarises the cost for materials, welding and joining of a battery tray that is assembled using four fully automated processes. The design concept and the main cost factors are explained below the table.
Table 1: Manufacturing cost for making 200,000 aluminium battery trays per year
|
Investment € |
Cost per Car €/car |
Cost per Metre €/m |
|
| 233.00_€/car |
ø 10 €/m |
Aluminium extrusions made in Europe from 72 kg alloy AA 6082-T6 | |
| 10.20 €/car | Sawing and collating of 17 aluminium extrusions (17 x 0.60 €) | ||
| 7,500,000 € | 15.18 €/car |
0.69 €/m |
3 friction stir welding cells with 6 FSW machines and 3 material handling robots including wear of FSW tools at 350 €/1000 m |
| 15,000,000_€ | 30.37 €/car |
|
CNC milling |
| 1,200,000_€ | 3.96 €/car |
0.82 €/m |
6 MIG welding cells with 12 robots for small fillet welds (a=2.25 mm) with a length of 4.83 m without welding the structural brackets |
| 2,400,000 € |
5.11 €/car |
1.06 €/m |
6 additional hybrid laser-MIG welding robots for making small fillet welds (a=2.25 mm) at low distortion with a length of 4.83 m while MIG welding the structural brackets |
|
22.82 €/car |
Aluminium top lid, 7 kg x 3,26 €/kg excl. stamping | ||
| To be added | Adhesives for attaching lid to battery tray | ||
| 500,000 € | 10.80 €/car | 1.80_€/m | 3 flowdrilling robots and 1 lid handling robot |
| 75.00 €/car | Underfloor, 23 kg x 3,26 €/kg = 75 €/23kg | ||
| To be added | To be added | Anodising or paintig of extrusions or tray | |
| 3,000,000 € | To be added | Helium leak testing | |
| To be added | Labour, maintenance and training | ||
| To be added | To be added | Materials storage and handling system | |
| To be added | Collating and quality assessment of extrusions | ||
| To be added | To be added | Overheads for factory building etc | |
| To be added | Development and testing | ||
| 29,600,000 € | 406.44 €/car | Total for Materials, Welding and Joining excluding Labour and Overheads etc |
Cost Calculation Procedure
The cost of manufacturing processes in the high-volume production of battery trays can be determined in five simple steps:
- Calculate the cycle time based on realistic assumptions of the welding speed
- Calculate the investment cost for the welding machines, robots and fixtures
- Calculate the investment cost per car excluding the cost for consumables
- Convert to cost per metre and add the cost for consumables to get cost per metre
- Multiply by weld length per car to get cost per car
The calculation of the cycle time (sec) is based on the number of shifts per working day or the number of hours per working day. A year has on average 230 days Monday to Friday and 280 days Monday to Saturday, which is also the common assumption in the German tax declarations. Many plants have scheduled preventive maintenance days or hours, which need to be deducted from the time available for manufacture. Materials handling, i.e. putting the unwelded parts into the fixture and removing the welded parts from the fixture is an important aspect of the cycle time and cannot be neglected. Additional time is required for tool changes, which is often done by automatic tool changers. The time for resolving occasional problems, e.g. an unforeseen stop due to improperly clamped parts, or the waiting time for the operator to check the cell or supply or remove parts should also be considered, possibly as a contingency time. Two or three machines are often supplied by the same materials handling robot, to reduce the material handling cost, floor space and investment cost to simplify the internal logisitics. In this case, the robot can load or unload one machine, while the other machine is welding (parallel time).
The investment cost (€) can be calculated by adding the values of all welding machines, fixtures, material handling robots or systems, computerised control systems (e.g. an additional PLC that controls one material handling robot and two welding machines of different manufacturers), safety devices such as fences with automatic doors and the cost for systems integration and commissioning. Additional cost need to be added, if it is planned to be replace some of the welding equipment or fixtures due to limited life time or due to upcoming design changes of the product.
The investment cost per car (€/car) can be determined by dividing the investment cost by the number of cars to be produced in a certain period, most commonly over five years. To be more accurate, specific scenarios might be supplied by the OEMs, e.g. starting with 65.000 cars in the first year during the introduction period, peaking with 200.000 cars in the third year and declining again to 65.000 cars in the fifth year, when new products are put on the market.
The investment cost per metre (€/m) can easily be calculated by dividing the investment cost per car (€/car) by the weld length in metres/car (m/car). It gets more complicated, if the design of the product is modular, for instance for producing short battery trays of small family cars, mid-size battery trays of compact cars and full-size battery trays of luxury cars or vans on the same line, as it is often the case.
The cost per metre (€/m) is determined by adding the cost for consumables such as filler wire, shielding gas, replacment of worn tools and parts to the investment cost per metre.
The cost per car (€/car) is finally determined by multiplying the cost per metre with the particular weld length per car.
To keep the calculations simple, several aspects are being neglected in this benchmarking study, such as labour and overheads. It is planned to re-use existing factory buildings, for instance those, in which gear boxes, exhaust systems or internal combustion engines had been manufactured for decades. Activities to be outsourced are also not included in this study, e.g. the cost for painting, leak testing and storage. These values should be added as required, resulting in significantly higher totals, similar to those known from reviewing the actual market prices of battery trays (which include also margins and the cost for research and development).
Purchasing Aluminium Extrusions
The cost of aluminium extrusions is generally as follows:
Price = LME + Premium + 1000-1200 €/t
More specifically it consists of:
Price = LME + premium + alloying cost + press cost + further processing cost
"LME" and "Premium" are published daily by the index of the London Light Metal Exchange (LME). Generally, the "3 month buyer" is used as a baseline for cost calculations. The LME is valid world wide, while the Premium depends on the location of delivery. The Premium varies significantly between South East Asia, Western Europe and the USA, as shown in the following table. The cost for extrusion varies also depending on labour cost and other factors. As a worst case scenario, it may be assumend, that it is very low in Asia and very high in USA, as shown in the following table:
Table 2: Cost of 72 kg aluminium extrusions
|
|
SE Asia |
Western Europe |
USA |
| LME |
2425 $/t |
2425 $/t | 2425 $/t |
| Premium | 15 $/t |
85 $/t |
420 $/t |
| Subtotal in $/t |
2440 $/t |
2510 $/t |
2845 $/t |
| Subtotal converted to €/t |
2074 €/t |
2133 €/t |
2418 €/t |
| 6000 Extrusion |
1000 €/t |
1100 €/t |
1200 €/t |
| Total in €/t | 3074 €/t | 3233 €/t | 3618 €/t |
| Total for Aluminium Extrusions in €/72 kg | 221 €/72kg | 233 €/72 kg | 260 €/72kg |
Extrusions are typcially more expensive than aluminium sheets or castings, because they are more pure. If an aluminium smelter has produced low-purity cast alloys, they need to clean their melting pots by producing medium-purity sheet alloys before they can produce high-purity extrusion alloys. The alloying contents are typically as follows:
- Aluminium castings: up to 20 % alloy
- Aluminium sheets: 5-6 % alloy
- Aluminium extrusions: up to 2 % alloy
Extruding, Sawing and Collating of Al-Extrusions
The cost for extruding aluminium are normally in the range between 0.60 €/kg for soft alloys and simple cross sections to 2,00 €/kg for complicated cross sections.
If you want to reduce the cost of your products, it is worth checking, whether you can reduce the cross section, so that it weighs for instance only 10 instead of 12kg/m, as every gram saved reduces not only the material cost but also the pressing cost. This is one of the most effective procedures for cost reduction.
The first extrusion die needs to be paid for by the customer, while all subsequently used dies will be paid for by the extrusion company. This means that the first tool is invoiced directly, all subsequent tools are covered by the extrusion costs.
The costs for a saw cut are most commonly 0.60 € for a simple cut, and typically in the range between 0,50 € to 1,00 € per cut. Mitre joints are more expensive than perpendicular joints.
The tolerances required for FSW are already taken into account by the common standard, but with very tight requirements, e.g. regarding the flatness and accurate dimensons of battery trays, you usually have a machining allowance in the raw profile and then add these features in the post weld machining.
Tongue and groove joints (slip joints) may be useful for compensating tolerances. OEMs often require tolerances of ± 4mm over full length, while a 300 mm wide extrusion has normally ± 0.8 or ± 1.0 mm tolerances due to die wear.
Little legs as crumple zone between floor plate and underbody protection are possible to improve the crash worthiness of a battery tray during underfloor impact.
More information about twist, straightness, flatness, twist, metal and space dimensions for solid profiles as well as metal and space dimensions for extruded tube and hollow profiles has been published in a series of videos on the follwing web page: "Understanding Aluminum Extrusion Tolerance Video Series".

Twist
Straightness
Flatness
More information about metal and space dimensions for solid profiles, extruded tube and hollow profiles is available in the following videos:
Dimensions of solid profiles: Aluminum Standards and Data Tables 11.2
Diemensions of tubes and hollow profiles: Aluminum Standards and Data Tables 11.2, 12. 2, 12.3, 12.4
Friction Stir Welding

Friction stir welding of a compact crossover vehicle similar to the Volkswagen ID.4 or Ford Mustang Mach-E (the welds are not to scale)
© AluStir
For this benchmarking study a 1300 x 1700 mm battery tray is welded by friction stir welding. Unless the floor plate is water cooled itself, the floor plate needs only to be welded from the outside and a mechanical interlock can be used on the inside. Otherwise, it is recommended to weld both sides simultaneously, because it is very time consuming to turn the floor plate around, as shown in Table 3:
Table 3: Weld length for two differernt design concepts
|
Operations |
FSW weld length |
Double sided FSW from both sides |
Single sided FSW with mechanical interlock on the inside |
| 12 tranverse welds inside |
12 x 1,333 mm |
16,000 mm | |
| Turn over or weld simultaneously | |||
| 12 tranverse welds outside |
12 x 1,333 mm |
16,000 mm | 16,000 mm |
| Machining (cut off startand stop area) | |||
| Weld plate to frame | 1,300 + 1,700 + 1,300 + 1700 mm | 6,000 mm | 6,000 mm |
| Total: | 38,000 mm | 22,000 mm |
This case study analyses how many welding machines are required to produce 200,000 cars per year, according to the following formula:

A total of 200,448 cars can be produced per year, if one car is produced every 100 sec on 232 working days per year in a three shift operation.
Table 4: Time requirement for friction stir welding of battery trays
|
Operations |
Time per part |
| Material handling time from taking the unwelded parts of the conveyor to putting the welded parts on the conveyor including aligning and fixturing the parts to be welded from the outside | ca 90 sec |
|
FSW of the floor plate from the outside: |
|
| Moving the FSW head to the 12 start positions (12x 2 sec) | 24 sec |
| Plunging and dwell time at the start of each weld (12 x 2 sec) | 24 sec |
| FSW weld time at 3 mm weld dept and 3 m/min welding speed with 0° tilt angle in 6082-T6 extrusions (weld length 12 * 1.333 mm = 16.000mm) excluding the time for accelerating and decelerating at start and stop areas. The extruded profiles need to have good tolerances to achieve this speed. | 320_sec |
| Retracting the FSW head into idle position (12 x 1 sec) | 12 sec |
| FSW of floor plate to frame: | |
| Moving the FSW head to the 12 start positions (1 x 2 sec) | 2 sec |
| Plunging and dwell time at the start of the weld (1 x 2 sec) | 2 sec |
| FSW weld time at 3 mm weld dept and 3 m/min welding speed with 0° tilt angle in 6082-T6 extrusions (weld length 1.300 + 1.700 + 1.300 + 1.700 mm= 6.000 mm) excluding the time for accelerating and decelerating at start and stop areas. The extruded profiles need to have good tolerances. | 120 sec |
| Retracting the FSW head into idle position (1 x 1 sec) | 1 sec |
| Contingency time (2 * 2.5 sec, e.g. for doors, tool changer, accelerating and decelerating | 5 sec |
| Preliminary calculated cycle time for FSW from the outside or from both sides simultaneousy, using two FSW machines, excluding turning of the plate and excluding and CNC machining before or after welding (600 sec /2) | 300 sec |
The table shows that a welding cell with two friction stir welding machines and one materials handling robot is required, to achieve a cycle time of 300 sec, i.e. three welding cells with a total of six FSW machines are required to achieve a cycle time of 100 sec, as required to produce 200.000 cars per year.

If two FSW machines are being used simultaneously, one robot is suffient to load and unload both machines as shown above in the chart (the lenght of the bars is not to scale to the time required)
© AluStir
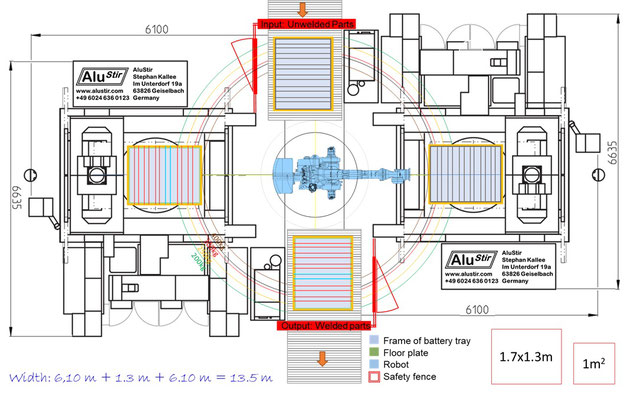
Two friction stir welding machines with x-y-z traverse length 2300 x 1500 x 1050 mm and one robot in an automatically loaded 7.5 x 13.m welding cell
© AluStir

Calculation of friction stir welding cost (please click to enlarge)
Table 5: Investment cost and tool wear for friction stir welding of battery trays. Three welding cells with a total of six FSW machines are required to make 200,448 cars/year
|
Machines |
Specification |
Investment |
Cost per metre |
Cost per car |
| 2 FSW machines | 2 gantry FSW machines with x-y-z traverse lengths of 2300 x 1500 x 1050 mm at approx 800,000 € each | 1,600,000 € | ||
| 2 Jigs | 2 automatically operating fixtures | 760,000 € | ||
| 1 Materials handling system |
1 Materials handling robot 1 PLC Control System 1 Fence |
140,000 € | ||
| Subtotal for FSW equipment | 2,500,000 € | 0.34 €/m | 7.48 €/car | |
| FSW tools | One FSW tool costs 350 €. It can be used for 1000 m of welds in Al extrusions | 0.35_€/m | 7.70 €/car | |
| Total for FSW, if one battery tray has 22 m of FSW welds | 2,500,000 € | 0.69 €/m | 15.18_€/car |
MIG Welding
Robotic MIG welding is commonly used to weld structural parts, such as brackets, to the aluminium frame of the battery tray. The MIG welding process has following advantages and disadvantages:
- Very mature process
- Quality control and rework are expensive
Aluminium does not change its colour dependend on the temperature, and thus it is difficult to guess the temperature of the metal surrounding the molten weld pool. The window of workablility between solid and molten aluminium is much narrower than that of steel, and molten aluminium is more runny than molten steel. As a consequence, MIG welding requires more know-how, experience and manual skills than MAG welding of steel.
MIG welding has a higher heat input than hybrid-laser MIG welding, laser welding or friction stir welding, which often results in distortion. The following hints are very useful
- Use gravity – Don‘t fight it, use a positioner to weld in the tub position (PA)
- Preventing/rectifying distortion is difficult

The volume of fillet welds depends quadradically on the 'a' size of the fillets (left), and two small fillets have have half the volume of a large fillet
© AluStir
One of the key factors regarding the cost of fillet welding or filling a V-shaped weld preparation in butt welds is the amount of filler material that needs to be added. The following statement and the subsequent question summarise this fact:
- The 'a' size has a significant effect
- Do you have the space and money for a large 'a'?
If the diagonal dimension a of a fillet weld is doubled, the area A becomes four times as large, as shown in the drawing on the left hand side. Two small fillet welds have a smaller Volume V than one larger fillet weld. Therefore, and to reduce the amount of distortion, it makes sense to weld the structural parts of battery cases from both sides if access is possible and to minimise the fillet size of sealing welds to the minimum required to always get leak tight welds, even if there is a small gap between the workpieces due to the permitted dimensional tolerances. The volume of the filler material to make the fillet is reduced by 50 % if two smaller fillet welds are made from both sides.[1]
ESAB North America calculated some years ago that manual welding using MAG welding with a=2,25 mm (or L = 3.2 mm) costs only $ 0.60 per metre of weld, assuming that the labour hourly rate consists of $ 7.50 for the welder and $ 7.50 for overheads and assuming that the arc travel speed is 68 cm/min at a 60% duty cycle:

Even if this number needs to be updated, because the minimum wage in Germany is 9.60 €/h in 2021 and will be increased by 1 July 2022 to 10.45 €/h this is a difficult to beat benchmark. Filler wire needs to be added at $ 0,066 per metre of weld and shielding gas at $ 0.0638 per metre of weld.
Adding these cost factors, MAG welding of very small fillet welds costs only 0.728 $/m or 0.62 €/m including gas and filler, while labour and overhead are 83 % of the total, which can be minimised by using robots.
ESAB recommends to consider in any calculation of welding cost per meter of weld that the shielding gas cost in MIG welding is never more than 10% of the total cost of the weld, whether pure CO2 or more expensive argon mixture is used.
Even on a 60% duty cycle, the total gas cost per meter of weldment is between 0.03 $/m and 0.082 $/m.[2]
A diploma thesis of the Hochschule Mittweida gives the following values for conventional MAG welding of a=6mm fillet welds:
- Cost for shielding gas: 0.20 €/m
- Cost for electricity: 0.05 €/m
- Cost for filler material: 1.08 €/m
The thesis mentions a MAG welding speed of 57.8 cm/min when making fillet welds with 1.2 mm diameter wire, although these are difficult to achieve in manual MAG welding but more likely to be relevant to robotic welding.[3]
Table 6: The following MIG fillet welds could easily be made with two robots in one cell
|
Activity |
Specification |
| a (size of the fillet weld) | 2.25 mm |
| MIG welding speed, e.g. 68 cm/min for a= 2.25 mm | 68 cm/min |
| Four corners of the frame from the inside and outside, e.g. 2 x 4 x 120 mm= 960 mm | 960 mm |
| Step welds between partitions and longitudinal members, e.g. 2 x 2 x 14 x 15 mm = 840 mm | 1,400 mm |
| Sealing step welds between longitudinal member and floor plate, e.g. 2 x 6.5 x 190 mm = 2470 mm | 2,470 mm |
| Total Length of a=2.25mm fillet welds | 4,830 mm |
| Welding time for a=2.25mm fillet welds | 852 sec |
| Approaching time for 2 * (28 + 7) welds at 3 sec | 210 sec |
| Processing time if only one robot is in the cell | 1062 sec |
| Processing time if two robots are in the cell | 531 sec |
| Load FSWed tray into and out of MIG welding cell | 56 sec |
| Time for rotating the postitioner: 2,5 + 5 + 2,5 sec | 10 sec |
| Total weld time for small fillet welds | 597 sec |
Table 7: Consumable cost for MIG welding
|
Activity |
Specification |
| For a=6mm: MAG filler wire G3Si1 (EN 440) with diameter 1.2mm for steel[3] | 1.08 €/m |
|
For a=3mm: MAG filler wire G3Si1 (EN 440) with diameter 1.2mm for steel.[3] Volume of a=3 is only ¼ of the
volume of a=6 |
0.27 €/m |
| Simplified surcharge for MIG instead of MAG | 10 % |

Calculation of MIG welding cost (please click to enlarge)
Table 8: Cost for MIG welding small sealing welds for helium tightness excluding the structural brackets
|
Machines |
Specification |
Investment |
Cost per metre |
Cost per car |
| 2 Robots | Small articulated arm robot with 5 kg handling weight, 866 mm plus MIG torch outreach, i.e. much smaller than in the drawings above, at approx. 33,800 €/robot | 67,600 € | ||
| 2 Power Sources | 400 W MIG welding power source at 16,000 €/unit | 32,000 € | ||
| 2 Push/Pull | Push/pull at approx. 3500 €/unit | 7,000 € | ||
| 1 Positioner | 9000 € for motorized unit + 2000 for non-motorized bearing on other side | 11,000 € | ||
| 1 Fixture | 82,400 € | |||
| Investment | Total Investment for a robotic MIG welding cell | 200,000 € | 0.25 €/m | |
| Gas | 1.1 × 0.20 €/m | 0.22 €/m | ||
| Electricity | 1.1 × 0.05 €/m | 0.05 €/m | ||
| Filler wire | For a=3 mm: 1.1 × (1.08 €/m/4) | 0.30 €/m | ||
| Total for MIG Welding | 200,000 € |
0.82_€/m |
3.96_€/car |

Four OTC FD-H5 for MIG welding the structural brackets (a = 6 mm, yellow), two OTC FD-B6L for hybrid laser-MIG welding the sealing welds from inside (a = 3 mm, magenta) one OTC FD-V166 for materials handling of battery trays (72 kg, blue)
Drawing made using information kindly supplied by Volker Virgin at OTC
The welds at the outer corners and the a = 3 mm sealing fillet welds and on the inside of the battery tray can be either made by by two MIG welding robots or, more effectively, by one hybrid laser-MIG welding robot to reduce the distortion and cycle time.
The structural brackets of the Ford Mustang Mach-E require a = 6 mm fillet welds, which are not needed in the VW ID.4 battery tray due to a more elegant design. The cost for making the 4.83 m long sealing welds by MIG welding and the cost for installing and using a hybrid laser-MIG welding robot, if structural brackets are required are shown above and in the following table, respectively. More details are available by phone.
Hybrid Laser-MIG Welding
MIG welding of structural brackets to the front of back of the battery tray, as required for the Ford Mustang Mach-E is time consuming because a=6 mm is required and the battery tray needs to be positioned in various positions to reach the brackets and make use of gravity. The welding speeds of hybrid laser-MIG welding in the production of automotive aluminium components is approximately 2.85 m/min (to be determined depending on alloy etc).

Calculation of hybrid laser-MIG welding cost (please click to enlarge)
Table 9: Additional cost for hybrid laser-MIG welding small sealing welds for helium tightness parallel to MIG welding the structural brackets
|
Machines |
Specification |
Investment |
Cost per metre |
Cost per car |
| 1 Robot | Large articulated arm robot with 350 kg handling weight, at approx. 84,600 €/robot | 84,600 € | ||
| 1 Power Source | 400 W MIG welding power source at 16,000 €/unit | 32,000 € | ||
| 1 Push/Pull | Push/pull at approx. 3500 €/unit | 3,500 € | ||
| 1 Laser |
Ytterbium Laser System incl Fiber-Fiber Coupler, output power 6000 Watt Process fibre ø 600 µm, 20 m long Profinet Air cooled chiller, etc |
200,000 € | ||
| 1 Systems integration | Systems integration | 80,000 € | ||
| Subtotal of Investment for a Hybrid Laser-MIG Welding Robot | 400,000 € | 0.49 €/m | ||
| Gas | 1.1 × 0.20 €/m | 0.22 €/m | ||
| Electricity | 1.1 × 0.05 €/m | 0.05 €/m | ||
| Filler wire | For a=3 mm: 1.1 × (1.08 €/m / 4) | 0.30 €/m | ||
| Total for Hybrid Laser-MIG Welding | 400,000 € |
1.06_€/m |
5.11_€/car |
Flowdrilling
Flowdrilling is the preferred option to attach the top lid to the battery tray using adhesives between lid and tray, because the lid can still be removed for occasional repairs, although the bolts are firmly secured against become loose. Prior to flowdrilling the lid will be attached by adhesives and/or an elastomeric seal to the battery tray.
The top lid is made from aluminium in the case of the Volkswagen ID.4 with a weigth of 7 kg. The material cost of aluminium sheet is according to data of the London Light Metal Exchange (LME) approximately 3,26 €/kg excluding stamping, i.e. 22.82 €/car.
The application of two-component adhesives for metal-plastic is 10-15 times more expensive than of one-component adhesives for metal-metal sealants (anaerob sealants, which cure by contact with metal):
- 1 component dispenser: 15,000-20,000 € + robot
- 2 component dispenser: 30,000-40,000 € + robot
The piston pump needs more than 30-40 sec to re-charge. Breaks during production ramp-up can cause problems especially with two-component adhesives.
The Volkswagen ID.4 top lid has the following features:
- Unpainted Aluminium, 2.2 m² (3420 in²), 1691 x 1302 x 16 mm
- 7,3 kg
- Robotically applied NVH foam between lid and car
- Electrically insulating interlayers for protection against galvanic corrosion applied pre-punched from a reel
- Seam length: 2 × 1691 mm + 2 × 1302 mm = ca 6 m
- Number of flow drilling fasteners: 2 × 18 + 2 × 23 = 82
- Number of necked, long, 8.8 high-strength structural bolts and nuts: 4
- Number of electrically insulated bolts: 4 x 6 = 24 (neglected)
The Ford Mach-E top lid has the following features:
- Plastic Compound with manually applied NVH foam between lid and car
- 2.6 m² (4086 in²)
- 64 top lid screws with UBS heads with a washer
- Shallow seal all way around
- 14.5 kg
This study neglects the cost and weight of conventional fasteners and adhesive application and focussed just on the flowdrilling procedure. It is possible to feed and use screws with different length but not with different diameters with the same flowdrilling head. Common are M4 or M5 with a length of 20-25 mm.
The fastener rotates for just 0.8 to 1.6 sec in four stages. Additonal time is required for supplying the screw and moving the robot. Thus, the typical time is 3.25 sec per fastener.

Calculation of flowdrilling cost (please click to enlarge)
Table 10: Investment cost and consumable cost for flowdrilling
|
Machines |
Specification |
Investment |
Cost per metre |
Cost per car |
| 3 Robots | 3 flowdrilling robots with a load capacity of 350 kg at 84,000 € each | 252,000 € | ||
| 3 Flow drilling heads | 3 Flow drilling heads at 47,000 € each | 141,000 € | ||
| 1 Robot | 1 Lid handling robot | 84,000 € | ||
| Fence, Gripper, PLC | 23,000 € | |||
| Subtotal for flowdrilling equipment | 500,000 € | 0.50 €/car | ||
| 82 fasteners/car at 0.15, 0.10 or 0.03_€ each, i.e. on average: 0.125_€/fastener | 10.25_€/car | |||
| Energy cost per car | 0.05 €/car | |||
| Total for flowdrilling of 6 m seam length/car (excluding adhesives) | 500,000 € | 1.80 €/m | 10.80 €/car |
Videos by Sandy Munro
This study was conducted, while and after reviewing the very educative videos of Sandy Munro of Munro & Associates in the Detroit area, who published his work on tearing down Volkswagen ID.4 and Ford Mustang Mach-E battery packs in collaboration with SABIC, to develop a pack that is constructed out of thermoplastics.
VW ID.4: Battery Teardown, 28 May 2021, 12:36 min
© Munro & Associates
In this video, Sandy Munro describes that „Some really fancy extrusions with some fancy welding and some fancy machining“ have been used for the VW battery tub, lower shell, mid size (Batteriewanne Unterschale Mittel 1EA 804 842 R) using a modular approach and a water-cooled bottom plate (batteries cooled bottom down).
The electrical connections between the batteries are made using spine design connectors, so that everything is in the centre of the battery, while their flexible shape enables thermal expansion and contraction.
VW ID.4: Battery Tray - 53% Weight Reduction, Sandy Munro in collaboration with John Waters and Dave Sullivan from Sabic, 23 June 2021, 25:06 min
© Munro & Associates
Laser or hybrid laser-MIG welding is used at corners of the four extrusions of the frame with brazed (or more likely roll-bonded) water cooled aluminium sheets at bottom. The watercooled sheets have been resistance spot welded (or Refill FSSWed) or mechanically fastened to the frame, by a process that has not been addressed in detail during AluStir's benchmarking study.
It should be noted that brazing aluminium components of this size would be technically very challenging, especially at the desired cycle time of 100 sec and that local welding processes should offer much better conditions here. However OEMs and Tier 1 suppliers who are specialised in brazing radiators of internal combustion engines are likely to diversify into E-mobility sector, where cooling requirements are similarly challengig as those of traditional cars and lorries. It is, however, claimed by Sabic that a thermoplastic solution would be 30 % lighter than aluminium (9:56), which is a very attractive material indeed.
The video demonstates, how well flame retardands plastics are suited for making battery trays:
- To ensure that the batteries do not pose any hazards during operation, the ECE R34/R100 test procedure or the Korean test procedure reproduce an accident scenario with fire.
- In the ECE tests, a petrol fire is ignited in a metal tray under the fully charged battery and the battery is subjected to thermal stress for around two minutes.
- In the Korean test procedure the battery is subjected to thermal stress by an array of 144 premixed gas flames ("roofing torch").
First look at the Ford Mustang Mach-E Electric Battery, 5 July 2021, 18:47 min
© Munro & Associates
The battery tray of the Ford Mustang Mach-E has cost optimized interfaces with the objective to produce it in a way that people can afford the vehicle and companies can make profits in addition to saving the planet.
The battery is a structural part of the vehicle, to enable weight savings in the body-in-white. It is attached to very light door sills by several bolts and the crumple zone is made of aluminium casting. Sandy Munro concluded that it was nicely engineered.
The aluminium extrusions are assembled adopting a modular approach, which makes repairing, re-using and recycling simple. It is painted in black but not fully electrically insulated against the body of the vehicle, although corrosion problems are well understood in the Detroit region, where a lot of salt is being used in winter.
Sandy Munro noted some variation between the MIG welds of the LHS and RHS brackets on the left-hand-side and right-hand-side of the vehicle, which were either done by a robot on one side and by manual welding on the other side or have at least been differently programmed: The end-crater is parked away from the highly stressed zone in one of the welds with a burn-in at the weld start. Thus, Sandy concludes that more consistency and accuracy are required.
Ford Mustang Mach-E Battery Exposed, 9 July 2021, 18:15 min
© Munro & Associates
In this video, Sandy Munro comments on the compound lid which is attached with 64 top lid screws with UBS heads and a washer to the battery tray of the Ford Mach-E and sealed all way round with a shallow elastomeric seal similar to an O-ring. The following acronyms and terminology are being used by Sendy Munro:
- UBS: Uniform bearing surface/stress
- NVH: noise vibration harshness
- Compound: Reinforced plastics
- Composite: Multilayer plastics
Conclusions
The conclusions of this benchmarking study are as follows:
- Currently, most battery trays are made from aluminium, and the most successful manufacturers use friction stir welding to make them.
- The combination of the four welding and joining processes friction stir welding, MIG welding, hybrid laser-MIG welding and flowdrilling require a bespoke machine investment of only 30 mio €
to produce 200.000 aluminium battery trays per year at a production cost of approximatlely 400 € including materials but excluding labour and overheads.
- Material combinations of aluminium, steel and plastics might offer further benefits regarding weight saving, crash worthiness and fire protection, if suitable joining processes can be used, to make the required dissimilar material joints.
Please contact [email protected] (Tel: +49 6024 636 0123) at AluStir to get a deeper insight into the cost effective production of battery trays and other automotive products.
References
- Jens Hembokel: Wirtschaftlichkeit und Kosten
in der Schweißtechnik. Gelsenkirchen. 7. Oktober 2014, pages 41 and 43.
- ESAB North America: Handbook of
Economics.
- Ing. Jürgen Purner: Schweißprozessevaluierung: Zeit- und Kostenreduktion mittels moderner Schweißverfahren. Diploma Thesis at the University of Applied Science Mittweide 2017, page 86 and 91.