

Anschmelzen mit Gasflamme und Stauchen zur Erzeugung eines Wulstes
Beim Gaspressschweißen werden die Werkstückenden meist mit Acetylen-Sauerstoff-Gasbrennern an der Fügestelle bis über den Schmelzpunkt erhitzt und dann mit einer einfachen hydraulischen Vorrichtung stumpf zusammengepresst, so dass sich ein Wulst bildet, in den die Oxidhäute gepresst werden. Das Verfahren wird maschinell mit stationären oder transportablen Vorrichtungen durchgeführt. Damit können Stähle, Aluminium und Kupferlegierungen verschweißt werden.[1]
Es gibt zwei Varianten:
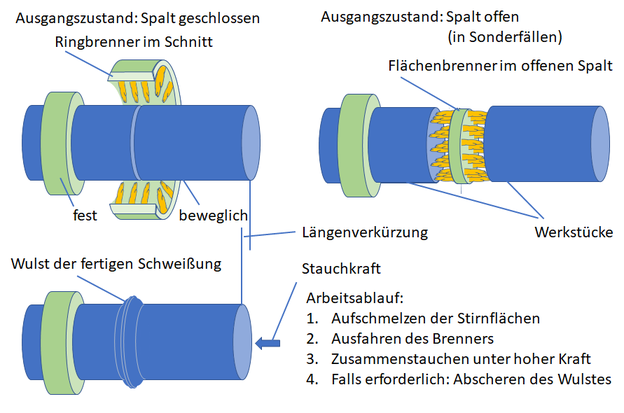
- Beim geschlossenen Gaspressschweißen, das heute üblich ist, wird ein Schweißbrenner verwendet, dessen Form dem zu verschweißenden Profil angepasst ist. Während der Erhitzung werden die
Werkstückenden mit einer kleinen Kraft zusammengepresst und von außen durch einen Ringbrenner erhitzt, bis eine radiale Aufschmelzung über die gesamte Fügefläche erreicht wird. Dann werden die
Bauteile mit einer höheren Kraft zusammengestaucht, wobei sich der Wulst bildet.
- Beim offenen Gaspressschweißen befindet sich der Brenner zwischen den Stirnflächen der Werkstücke, um diese aufzuschmelzen. Wenn die Stirnflächen aufgeschmolzen sind, wird der Brenner zurückgezogen und die Werkstücke werden mit hoher Kraft zusammengestaucht, damit sich der Wulst bildet.[1]
Vorteile
- Gute Baustelleneignung durch Unabhängigkeit vom elektrischen Netz
- Geringes Gewicht und einfache Handhabung der Vorrichtungen[1]
Nachteile
- Durch die zeitaufwendige Erwärmung bildet sich ein grobkörniges Gefüge
- Geringe Zähigkeit beim Schweißen von Stahl[1]
Anwendungsbeispiele
-
Gaspressschweißen von ø6 bis ø50 mm Betonstahl im Stumpfstoß nach DIN EN ISO 17660-1, 2006, (und früher nach DIN 4099).[2]
- Schienenschweißen von Eisenbahnschienen in Japan.
Einzelnachweise
-
Ulrich Dilthey: Pressverbindungsschweißen. In: Schweißtechnische Fertigungsverfahren 1. VDI-Buch. Springer, Berlin, Heidelberg, 2006, ISBN 978-3-540-21673-5, DOI 10.1007/3-540-33154-9_7
- Reiner Möll: Schweißen von Betonstahl – die neue DIN EN ISO 17660-1 und 17660-2. In: ISB-Mitteilungen 01-2012 (September 2012) des Instituts für Stahlbetonbewehrung e. V.