

Schweißen von fest aufeinandergepressten, oxidschichtfreien Bauteilen ohne die Zugabe von Wärme
Beim Kaltpressschweißen (KPS, Referenznummer 48 nach DIN EN ISO 4063,
Cold Pressure Welding) wird keine Wärme zugeführt und – vor allem – auch nicht benötigt. Unter hohem Druck können die Fügepartner bereits bei Raumtemperatur, oder sogar weit darunter, z.B.
in flüssigem Stickstoff bei -196°C, verschweißt werden.
Die Hauptanforderung sind:
- Ein mikroskopischer Kontakt der Oberflächen, also eine Annäherung auf wenige Nanometer.
- Die Oberflächen müssen frei von Deckschichten sein, es muss ein unmittelbarer Kontakt ohne zusätzliche Oxidschichten etc. vorliegen.
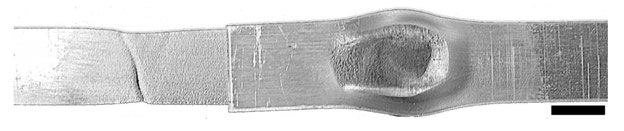
Kaltpressverschweißte Aluminium-Scherzugprobe, hergestellt durch inkrementelles Walzen. 1mm EN AW-1050A H111, 67,5% Dickenreduktion. Versagen nach Einschnüren außerhalb der Fügezone. Skalenbalken:10mm
© Hans Christian Schmidt, CC BY-NC-SA 4.0
Metalle werden seit Jahrtausenden durch Pressschweißen miteinander verbunden, z.B. durch Feuerschweißen, das gelegentlich auch Hammerschweißen genannt wird. Die Bezeichnung als „Kalt“-pressschweißen weist auf die Besonderheit hin, dass die Schweißverbindung auch ohne die Zugabe von Wärme erzeugt werden kann.
Nach heutiger Konvention werden Pressschweißprozesse dann als „kalt“ bezeichnet, wenn sie bei Temperaturen unterhalb der Rekristallisationstemperatur ablaufen. Insofern fallen viele Prozesse des
Pressschweißens in die Gruppe des Kaltpressschweißens. Daher wird oft nur die verkürzte Form „Pressschweißen“ verwendet.
Der Aufbau einer metallischen Bindung erfordert die Wechselwirkung der Oberflächen auf atomarer Ebene, d.h. in einem Abstand von wenigen Ångström (1Å bis 2Å). Auf dieser Distanz sind die Ionenbindung (Coulomb-Kraft) und die van der Waals-Bindung von Bedeutung.

Die Verbundfestigkeit von Kaltpressschweißverbindungen steigt erst an, nachdem die Dickereduktion r einen initialen Schwellwert rth (Threshold) überschritten hat
© Hans Christian Schmidt, CC BY-NC-SA 4.0
Unabhängig davon, welche Bindung zwischen den Oberflächen auftritt, erfordern sie „reine“ metallische Oberflächen. Unter normaler Atmosphäre hingegen bilden sich auf allen Metallen Grenzschichten, z.B. aus absorbierten Gasen. Grenzschichten jeglicher Art verhindern bzw. erschweren aber den Aufbau einer Pressschweißverbindung und müssen daher in den meisten Fällen entfernt werden.[1]
Schweißbare Metalle
Unter anderem lassen sich bei ausreichendem Druck Aluminium, Kupfer und Edelstahl sowie Gold, Silber und Platin mit dem Kaltpressschweißverfahren vakuumdicht verbinden. Der für das artgleiche Kaltpressschweißen benötigte Druck ist etwa 170-250 N/mm² für Aluminium, 500-750 N/mm² für Kupfer und um 2000 N/mm² für Edelstahl.[2]
Siehe auch
-
Anstauchschweißen
-
Kaltfließpressschweißen
- Kaltverschweißen (im Vakuum in der Raumfahrt)
Einzelnachweise
-
Hans Christian Schmidt: Ein Beitrag zum stoffschlüssigen Fügen durch plastische Deformation: partielles Kaltpressschweißen durch
inkrementelles Walzen.
Dissertation zur Erlangung des Dr.-Ing. an Universität Paderborn, 10. Dezember 2018. Unter
der Creative Commons Lizenz vom Typ „Namensnennung - Nichtkommerziell-Weitergabe unter gleichen Bedingungen 4.0 International“
(CC BY-NC-SA 4.0) verfügbar,
auch als On-line Version der UB Paderborn
abrufbar.
- Alexander Roth: Vacuum Sealing Techniques. American Institute of Physics, 1994. S. 67.
Lizenz

Dieser Artikel ist unter der Creative Commons Lizenz vom Typ „Namensnennung - Nichtkommerziell - Weitergabe unter gleichen Bedingungen 4.0 International“ (CC BY-NC-SA 4.0) verfügbar.