
FSW von Aluminiumguss
Rührreibschweißen (Friction Stir Welding, FSW) von Aluminiumguss

Wassergekühltes FSW-Alu-Gehäuse von Formkon
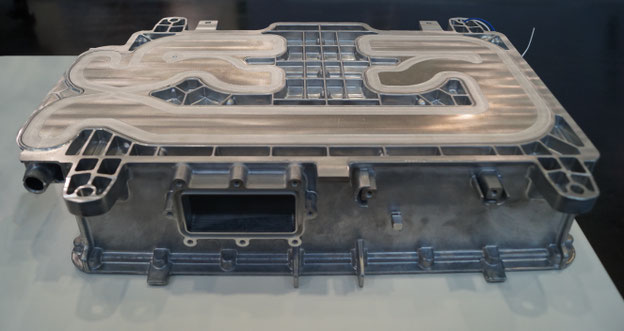
Rührreibgeschweißtes Alu-Gehäuse der dänischen Firma Formkon, die Gussprototypen und Gussbauteile unter anderem mit dem Gipsdruck herstellt
© AluStir
Der dänische Prototypenhersteller Formkon A/S setzt einen von der französchen Firma Stirweld gelieferten kraftentkoppelten FSW-Kopf ein, um wassergekühlte Hochleistungs- Elektronik-Gehäuse aus Aluminiumguss mit Blechdeckeln zu verschweißen. Außer Gussprototypen und Gussbauteilen aus Aluminium liefert Formkon auch Druckgussteile aus Zink und Magnesium insbesondere für Elektrofahrzeuge sowie die Branchen Sport, Lifestyle und Maritim.


Mit dem Stirweld FSW-Kopf geschweißte Aluminium-Gehäuse der Firma Formkon auf der Euroguss 2024 in Nürnberg
© AluStir

Mit dem Stirweld FSW-Kopf aus zwei Gussteilen zusammengeschweißtes, wassergekühltes Aluminiumgehäuse der Firma Formkon
© AluStir
Kühlkörper von Ryobi

Rührreibgeschweißter Kühlkörper des japanischen Automobilzulieferers Ryobi
© AluStir
Der japanische Automobilzulieferer bietet neben Kühlkörpern aus Aluminiumguss, bei denen mit dem Friction Stir Welding (FSW) oder dem Laserschweißen ein Deckel aus Aluminiumblech in ein Aluminiumgussteil eingeschweißt wird auch Fahrwerks- und Antriebsstrangkomponenten sowie Strukturbauteile für den Karosseriebau an.


Rührreibgeschweißter Kühlkörper des japanischen Automobilzulieferers Ryobi
© AluStir
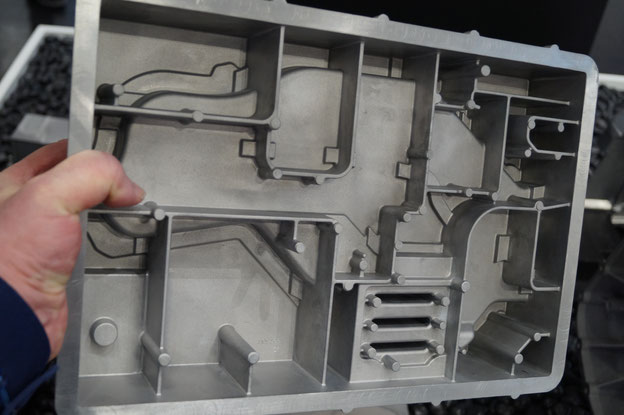
Innenseite des FSW-Kühlkörpers des japanischen Automobilzulieferers Ryobi
© AluStir
Aluminiumgehäuse der Gnutti Carlo Gruppe


Aus zwei Gussteilen zusammengeschweißtes, wassergekühltes Aluminiumgehäuse der Gnutti Carlo Gruppe
© AluStir
Die zur Gnutti Carlo Gruppe gehörenden Partnerfirmen Ljunghäll und TCG UNITEC setzen das Rührreibschweißverfahren zur Herstellung von komplexen Aluminium-Komponenten und Druckgusskomponenten aus Leichtmetallen (Aluminium und Magnesium) ein. Die Gruppe hat einen Jahresumsatz von 800 Mio. € und etwa 4.000 Mitarbeiter*innen.
Große LKW-Batteriewanne von Handtmann

Große, rührreibgeschweißte LKW-Batteriewanne von Handtmann
© AluStir
Das von Albert Handtmann gegründete Metallgusswerk aus Biberach stellte auf der Euroguss 2024 in Nürnberg einen Prototyp einer rührreibgeschweißten Batteriewanne aus die aufgrund ihrer Größe vor allem für Lastwagen und Omnibusse konzipiert wurde. Die Gießerei fokussiert sich im Automotive-Sektor auf die Branchen Antriebsstrang, Fahrwerk, Karosserie und Strukturguss und bietet ausgehend von Simulationsdienstleistungen, Systementwicklung und Komponentenentwicklung vor allem die Serienfertigung von Druckgussteilen aus Aluminium.


Erfolgreiche Demonstration des ausgeklügelten FSW-Kraft-Weg-Regelungs-Algorithmus im deformierten Bereich an der langen Kante und am Endloch der Schweißnaht
© AluStir
Grobs verkettete FSW-Batteriekastenbearbeitung

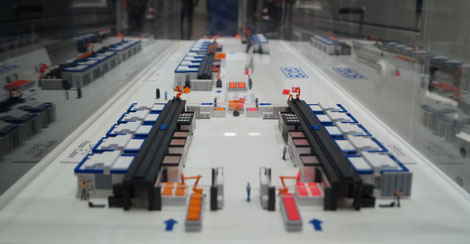
Vollautomatisierte Be- und Entladung von Grob-Fräsmaschinen für FSW-Batteriekästen vor und nach dem Rührreibschweißen (zum Vergrößern bitte anklicken)
© AluStir
Der Fräsmaschinenhersteller Grob hat ein Modell einer Referenzlinie erstellt, in der die Vor- und Nachbearbeitung vor und nach dem Rührreibschweißen einer großen Batteriewanne dargestellt wird, die aus zwei kleineren Druckgussbauteilen zusammengesetzt wird. Der vordere Teil der FSW-Batteriewanne ist rot wiedergegeben und der hintere Teil orange. Dabei werden folgende Bearbeitungsstationen eingesetzt:
- OP 10: Fräsvorbearbeitung des vorderes Teils der Batteriewanne (rot)
- OP 10: Fräsvorbearbeitung des hinteren Teils der Batteriewanne (orange)
- Rührreibschweißen der beiden Einzelteile zu einer Wanne
- OP 20: Fräsnachbearbeitung mit der wassergekühlten Unterseite oben
- Pufferspeicher
- OP 30: Fräsnachbearbeitung mit der Oberseite oben
- Förderkette
- OP 40: Zusammenbau mit der Oberseite oben
- Großer Pufferspeicher
- Dichtheitsprüfung und Bereitstellung zum Transport
Bei der Konzeption dieser Anlage wurde davon ausgegangen, bereits bestehende Druckgussanlagen für die kleinen Batteriekästen eines Hybridfahrzeugs für die großen Kästen eines vollelektrischen Fahrzeugs wiederzuverwenden.

Referenzlinie für Druckguss-Batteriegehäuse mit Grob-Fräsmaschinen für FSW-Batteriekästen vor und nach dem Rührreibschweißen (zum Vergrößern bitte anklicken)
© AluStir
PKW-Batteriewannen von Nemak


Rührreibgeschweißte, wassergekühlte Batteriewannen der Firma Nemak mit vorbildlicher Gestaltung des Nahtanfangs und Nahtendes
© AluStir
Die Firma Nemak gilt als Marktführer des industriellen Rührreibschweißens von Aluminiumblechen auf Aluminiumgussteile für die Herstellung von PKW-Batteriewannen. Dabei werden unterschiedliche Schweißverfahren sowie eine automatisierte Vor- und Nachbearbeitung in verketteten Produktionsanlagen kombiniert, um die Batteriewannen kostengünstig und mit höchster Qualität und Umweltverträglichkeit herzustellen. In einer CyberJoin-Benchmarking-Studie wurden die Konzepte einer dieser Batteriewannen bezüglich ihrer ausgeklügelten Prozessregelungsalgorithmen und ihrer Nachhaltigkeit bewertet.


Umweltfreundliches Verschweißen von Aluminiumguss, Aluminiumblech und Aluminiumstrangpressprofilen mit Rührreibschweißen, MIG-Schweißen und Laser-MIG-Hybridschweißen, wobei FSW die beste Nahtoberfläche erzielt
© AluStir