
Überlapp-FSW
Rührreibschweißen im Überlapp-Stoß

Das Überlapp-Rührreibschweißen (englisch: Friction Stir Welding, FSW) bietet durch den Toleranzausgleich und die Reparaturmöglichkeit durch Nieten oder Schrauben wesentliche Verfahrensvorteile gegenüber dem Stumpfnahtschweißen, aber es erfordert besondere FSW-Werkzeuge und spezielles Know-How um die durch innere Verformung entstehenden Unregelmäßigkeiten zu vermeiden oder zumindest zu minimieren, (siehe Tabelle A.1 des Anhangs A der ISO 25239-5).

Überlapp-Rührreibschweißung zwischen AA2099-T83 Stringer und AA2060-T8E30 Skin
© Egoitz Aldanondo et al, CC-BY 4.0
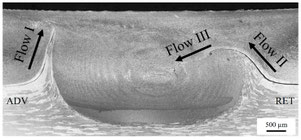
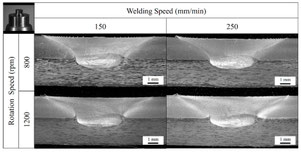
Gefüge von FSW-Schweißungen mit konventionellem FSW-Werkzeug mit rechtshändigem Gewinde (zum Vergrößern bitte anklicken)
© Egoitz Aldanondo et al, CC-BY 4.0
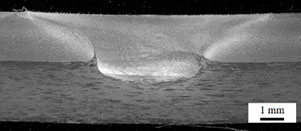
Gefüge von FSW-Schweißungen mit verbessertem FSW-Werkzeug mit 3 Abflachungen und gegenläufigen Gewinden (zum Vergrößern bitte anklicken)
© Egoitz Aldanondo et al, CC-BY 4.0
LORTEK und die Mondragon-Universiät im spanischen Baskenland haben im Juli 2020 sehr vielversprechende Ergebnisse einer Studie zum Überlapp-Rührreibschweißen von AA2099-T83 Stringer auf AA2060-T8E30 Skins publiziert. Sie zeigten dass es, wie jeweils in der linken Spalte gezeigt, bei der Verwendung eines konventionellen FSW-Werkzeugs durch den durch die Profilierung des Stifts verursachten Materialfluss zu einer ungewünschten inneren Verformung mit unzureichender Vermischung der Originalstoßlinie kommt ("hooking and thinning" auch bekannt als "hook and cold lap defects" ).[1]
Spezialstift mit 3 Abflachungen und gegenläufigen Gewinden zum Überlapp-Rührreibschweißen

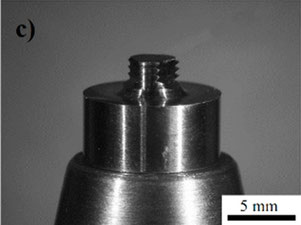
Verbessertes FSW-Werkzeug mit 3 Abflachungen und gegenläufigen Gewinden
© Egoitz Aldanondo et al, CC-BY 4.0


Verbessertes FSW-Werkzeug mit 3 Abflachungen und gegenläufigen Gewinden
© Egoitz Aldanondo et al, CC-BY 4.0
Egoitz Aldanondo et al entwickelten einen Stift zwischen drei Abflachungen mit gegenläufigen Gewinden profiliert ist: einem rechtsgängigen Gewinde, einem linksgängigen Gewinde und einem neutralen Gewinde. Dadurch wird das plastifizierte Material im Laufe einer Umdrehung erst kurz nach unten bewegt, dann kurz nach oben bewegt und schließlich zur Ruhe gebracht.[1]
Gefüge von FSW-Schweißungen mit konventionellem FSW-Werkzeug mit rechtshändigem Gewinde (zum Vergrößern bitte anklicken)
© Egoitz Aldanondo et al, CC-BY 4.0
Gefüge von FSW-Schweißungen mit verbessertem FSW-Werkzeug mit 3 Abflachungen und gegenläufigen Gewinden (zum Vergrößern bitte anklicken)
© Egoitz Aldanondo et al, CC-BY 4.0
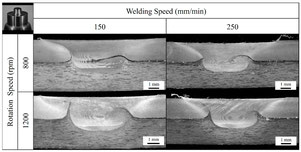
Die Versuche wurden bei 800-1200 U/min und 150-250 mm/min durchgeführt. Da sich die hochfesten Aluminium-Lithium-Legierungen der 2000er-Serie sehr viel schlechter plastifizieren und extrudieren lassen als die üblichen Strangpressprofile der 6000er-Serie ist die Wahl der vergleichsweisen Schweißgeschwindigkeit durchaus üblich und sinnvoll.
Durch die Verwendung des Werkzeugs mit drei Abflachungen und gegenläufigen Gewinden ("3 flats + mixed thread tool") konnte die Höhe des Hakens ("Hook") auf der Gleichlaufseite ("Advancing Side") von 1,5 mm auf 0,35 mm reduziert werden.
Die effektive Überlappbreite ("Effective Lap Width, ELW") konnte von 3,0 mm auf 3,5 mm vergrößert werden. Das innovative FSW-Spezialwerkzeug mit drei Abflachungen und gegenläufigen Gewinden zeigte in den Mikroschliffen klare Vorteile gegenüber dem konventionellen FSW-Werkzeug, die eine deutlich höhere Festigkeit der damit erstellten Überlappschweißnähte erwarten lassen.[1]
Vermeidung von innerer Verformung

Unterschiedliche Konzepte: Im oberen Blech ist entweder die Gleichlaufseite (Advancing Side) oder die Gegenlaufseite (Retreating Side) auf der zugbelasteten Seite
© Changshu He, Zhiqiang Zhang, Ying Li, Jingxun Wei, Menggang Zhai, Su Zhao und Xiang Zhao. CC BY 4.0
Chinesische Wissenschaftler aus Shenyang und Ningbo untersuchten mit vielversprechenden Ergebnissen das ultraschallunterstützte Überlapp-Rührreibschweißen, um die innere Verformung zu minimieren, wobei sie zur Markierung der ursprünglichen Fügelinie eine dünne Reinaluminiumfolie zwischen die Werkstücke legten.[2]
Sie wiesen darauf hin, das die oben dargestellten Konzepte, bei denen im oberen Blech entweder die Gleichlaufseite (Advancing Side) oder die Gegenlaufseite (Retreating Side) auf der zugbelasteten Seite ist, zu unterschiedlichen Ergebnissen führen.[2]
Quellennachweise
- Egoitz Aldanondo, Javier Vivas und Pedro Álvarez (LORTEK Technological Centre, Basque Research and Technology Alliance (BRTA), Arranomendia kalea 4A, 20240 Ordizia, Spanien) und Iñaki Hurtado
(Mondragon Unibertsitatea, Faculty of Engineering (MU-ENG), Loramendi Kalea 4, 20500 Arrasate-Mondragon, Spanien): Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium
Alloys. Metals 2020, 10(7), 872; https://doi.org/10.3390/met10070872.
Erhalten: 27. Mai 2020, überarbeitet: 18. Juni 2020, akzeptiert: 23. June 2020, publiziert: 1. Juli 2020, auf Deutsch excerpiert: 9. Januar 2021. © 2020 by the authors. Licensee MDPI,
Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
- Changshu He, Zhiqiang Zhang, Ying Li, Jingxun Wei, Menggang Zhai, Su Zhao and Xiang Zhao: Interface Characteristics and Mechanical Properties of Ultrasonic-Assisted Friction Stir Lap Welded 7075-T6 Aluminium Alloy. Materials
2020, 13(23), 5335; https://doi.org/10.3390/ma13235335. 25 November 2020. CC BY 4.0.

Diese Veröffentlichung ist unter der Creative-Commons-Lizenz „Namensnennung 4.0 International“ (CC BY 4.0) lizenziert.