
FSW am Eck- und T-Stoß
Rührreibschweißen von Stumpf- und Überlappnähten am Eck-Stoß und T-Stoß mit rotierender oder stehender Schulter

Rührreibschweißen hat sich industriell zum Herstellen von Stumpf- und Überlappnähten von Strangpressprofilen, Blechen und Gussteilen bewährt, aber auch das Herstellen von Eck- und T-Stößen ist damit möglich.
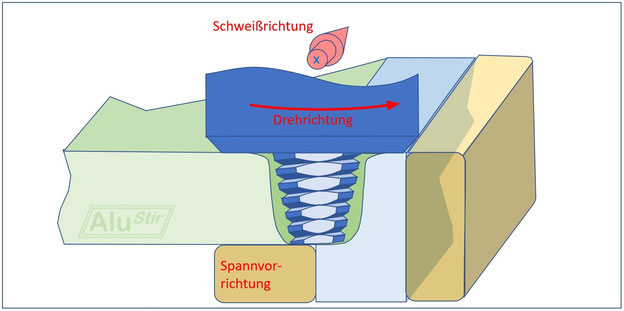
Rührreibschweißen einer Stumpfnaht am Eck-Stoß
© AluStir
Bei FSW-Stumpfnaht am Eck-Stoß werden die Bauteile rechtwinklig nebeneinander eingespannt, so dass die Schulter des sich drehenden FSW-Werkzeugs die Oberfläche des einen und die Stirnfläche des anderen berührt und der Stift das Material der Werkstücke plastifiziert, die Oxidhäute aufreißt und das plastifizierte Material unter hoher Kraft, unterhalb des Schmelzpunktes der Werkstücke dauerhaft verschweißt. Um eine Verformung der Bauteile zu vermeiden, sind zwei Backen einer Spannvorrichtung erforderlich, zwischen denen eins der Bauteile eingespannt wird, während eines der Bauteile auf einer der Backen aufliegt.
Der Schweißnahtanfang und das Schweißnahtende mit dem Endloch werden normalerweise außerhalb des abzudichtenden Bereichs „geparkt“, ohne das Endloch aufzufüllen.


T-Stöße können mit dem Rührreibschweißen entweder durch zwei Stumpfnähte oder durch eine Überlappnaht verbunden werden. Der Aufwand an die Spanntechnik ist bei beiden Varianten ähnlich. Der Vorteil des Überlappstoßes ist die etwa 50 % kürzere Schweißzeit, da im Überlappstoß nur eine Schweißnaht statt zwei Schweißnähten durchgeführt werden muss. Das Erstellen von zwei Stumpfnähten ist dann vorteilhaft, wenn dicke Versteifungen mit dünneren Bauteilen verbunden werden sollen, z.B. um diese nach dem Rührreibschweißen mit einer Fräsmaschine Gewichts- und Kerbwirkungs-optimiert zu bearbeiten.
FSW- und SS-FSW-Kehlnähte am Eck-Stoß

Nahtvorbereitung für FSW-Kehlnähte am Eck-Stoß zwischen 2 Strangpressprofilen
© AluStir
Rührreibschweißen von für Kehlnähten am Eck-Stoß mit rotierender Schulter
© AluStir
Das Rührreibschweißen von Kehlnähten erfordert besonderes Know-How, da die Schulter eine Auflagefäche benötigt, um zu gewährleisten, dass nicht zu viel plastifiziertes Material aus der Schweißnaht gepresst wird.
Wenn Strangpressprofile mit Kehlnähten gefügt werden sollen, kann eine besondere Nahtvorbereitung, wie oben links gezeigt wird, in die Strangpressprofile eingebracht werden.
Anders als hier gezeigt, kann auch ein Formschluss sinnvoll sein, über den sich die Profile vor dem Schweißen verklammern, so dass mit einfacheren Spannvorrichtungen gearbeitet werden kann.

SS-FSW-Kehlnähte am Eck-Stoß: Rührreibschweißen mit stehender Schulter
© AluStir
Insbesondere für „Skin-to-Stringer-Joints“ in der Luft- und Raumfahrt, d.h. für die Verbindungen zwischen den Versteifungen und der Außenhaut, können mit einer stehenden Schulter SS-FSW-Kehlnähte am Eck-Stoß hergestellt werden. Dabei hat die Schulter die Form eines Schuhs oder eines rechtwinkligen Schlittens, in dem sich in einer Durchgangsbohrung der profilierte Stift dreht. Die damit erstellten Nähte sehen ähnlich aus wie Laserschweißungen: Es gibt aufgrund der stehenden Schulter keine kreisförmig geriffelte Oberflächen, und in Schliffbildern erscheinen nur die beiden durch den sich drehenden Stift erzeugten Nuggets. Insbesondere für den Robotereinsatz wurde das SS-FSW-Kehlnahtschweißen an mehreren Standorten erfolgreich demonstriert.
In einigen Fällen wird die Kerbwirkung über einen Radius an der Schulter minimiert, in anderen Fällen wird sogar drahtförmiger Zusatzwerkstoff in die Kehle zugeführt. Nur in Ausnahmefällen sollte überlegt werden, ob eine besonders profilierter Stift ohne Schulter ausreicht, wie z.B. beim Abdichten von Batteriekästen, bei denen es dort, wo sich drei Kehlnähte treffen, kein Platz für die stehende Schulter gibt.
Quellennachweis
- Lyne St-Georges und László I. Kiss: Friction Stir Welding – Principles and Applications. Les presses de l‘aluminium, 2018, S. 24.
Weitere Informationen
Wir haben viel Erfahrung mit dem Rührreibschweißen von Stumpf- und Überlappnähten am Eck-Stoß und T-Stoß, sowohl mit rotierender als auch mit stehender Schulter. Daher beraten wir Sie gerne in enger Zusammenarbeit mit unseren Geschäftspartnern zu jedem Zeitpunkt ihres Produktlebenslaufes, d.h. am Besten schon bei der Konstruktion, beim Herstellen von Prototypen, bei der Bewertung von Mustern, bei der Parameteroptimierung, beim Produktionsanlauf oder beim Trouble-Schooting.
Bitte kontaktieren Sie das AluStir-Team per Telefon (+49 6024 636 0123) oder E-Mail ([email protected])