
FSW: Industrial Applications of Friction Stir Welding - Who Achieves the Greatest Benefits?

Translation of Paper Presented at FSW Conference, SLV Berlin-Brandenburg, 27-28 May 2025

Content
1. Industrial Sectors
- Ships, trains, aerospace
- Automotive, especially eMobility
- Air- and water-cooled heat exchangers and battery trays
2. Gantries, CNC-Machines and Robots
- One upgraded CNC-machine is faster than two robots
- FSW head maintains a constant force in aC NC machine
3. Financial Risk and Technical Success
- The efforts for clamping are often underestimated
4. Market Analysis
- FSW machines und FSW tools by region
- SWOT, PESTEL and DROC analyses
5. FSW Standards
- ISO 25239, AWS 17.3 and ASME IX
- DVS guidelines
Ships and Oil Platforms
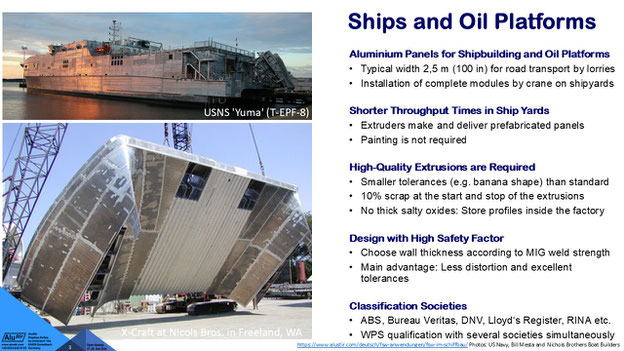
Aluminium Panels for Shipbuilding and Oil Platforms
- Typical width 2,5 m (100 in) for road transport by lorries
- Installation of complete modules by crane on shipyards
Shorter Throughput Times in the Ship Yards
- Extruderes make and deliver prefabricated panels
- Painting is not required
High-Quality Extrusions are Required
- Smaller tolerances (e.g. banana shape) than standard
- 10% scrap at the start and stop of the extrusions
- No thick salty oxides: Store profiles inside the factory
Design with High Safety Factor
- Choose wall thickness according to MIG weld strength
- Main advantage: Less distortion and excellet tolerances
Classification Societies
- ABS, Bureau Veritas, DNV, Lloyd‘s Register, RINA etc.
- WPS qualification with several societies simultaneously
Railway Rolling Stock
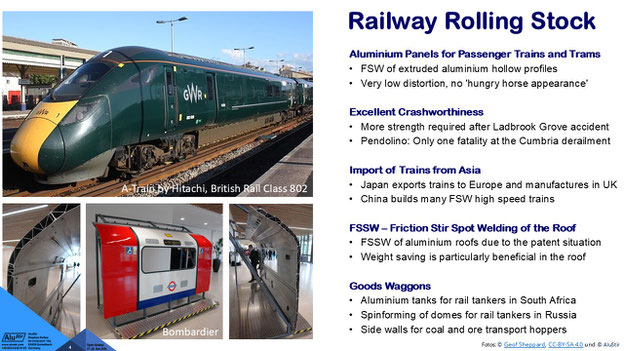
Aluminium Panels for Passenger Trains and Trams
- FSW of extruded aluminium hollow profiles
- Very low distortion, no 'hungry horse appearance'
Excellent Crashworthiness
- More strength required after Ladbrook Grove accident
- Pendolino: Only one fatality at the Cumbria derailment
Import of Trains from Asia
- Japan exports trains to Europe and manufactures in UK
- China builds many FSW high speed trains
FSSW – Friction Stir Spot Welding of the Roof
- FSSW of aluminium roofs due to the patent situation
- Weight saving is particularly beneficial in the roof
Goods Waggons
- Aluminium tanks for rail tankers in South Africa
- Spinforming of domes for rail tankers in Russia
- Side walls for coal and ore transport hoppers
Aircraft Manufacture
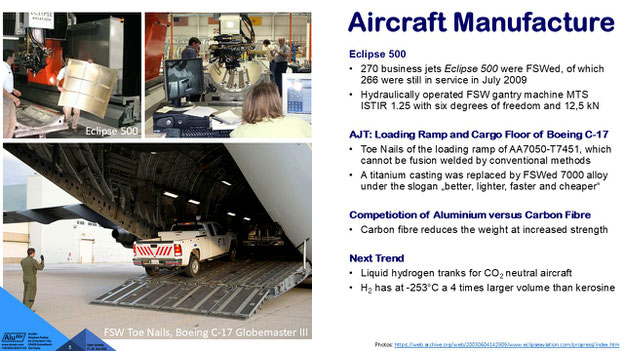
Eclipse 500
- 270 business jets Eclipse 500 were FSWed, of which 266 were still in service in July 2009
- Hydraulically operated FSW gantry maschine MTS ISTIR 1.25 with six degrees of freedom and 12,5 kN
AJT: Loading Ramp and Cargo Floor of Boeing C-17
- Toe Nails of the loading ramp of AA7050-T7451, which cannot be fusion welded by conventional methods
- A titanium casting was replaced by FSWed 7000 alloy under the slogan „better, lighter, faster and cheaper“
Competition of Aluminium versus Carbon Fibre
- Carbon fibre reduces the weight at increased strength
Next Trend
- Liquid hydrogen tranks for CO2 neutral aircraft
- H2 has at -253°C a 4 times larger volume than kerosine
Space Exploration
Boeing was FSW Pioneer with Delta II and IV Rockets
- Return of machine investment by repairing one VPPA welded Delta II rocket (Start im August 1999)
- A total of 2100 m defect free FSW seams for Delta II rocket and 1200 m for the larger Delta IV by July 2001
- FSW design of Delta IV enabled cost savings of 60 % and reduced the manufacturing time from 23 to 6 days
Sophisticated FSW Machines and Fixtures
- Trends: Bobbin tools or umbrella like fixtures for tanks
Spinforming of recently developed Al-Li Alloys
- Initially: 2219-O/T62
- Then: Al-Li alloys 2195 and 2050 in O/T62 with 5 % less densitiy and 5 % higher Young’s modulus
- Finally: 2050-T84 with 27 % higher tensile properties and 17 % higher ductility than 2219-T87
Satellites and Military Rockets
- Space exploration, commercial satellite launchers and the defence industry work hand in hand
Automotive Industry
Mainly by Tier 1 and Tier 2 Automotive Suppliers
- Fertigungstiefe gering halten: Wenig Schweißprozesse
- Roboter-FSW mit 23 Robotern bei Honda, Ohio
Trend: Water Cooled Housings for Electric Cars
- Absolutely watertight and gastight seams in Al castings
- Chinese suppliers with more than 50 FSW machines
Tailor Welded Blanks
- FSW of sheets with dissimilar thickness before stamping
- Non-linear seams
FSSW – Friction Stir Spot Welding of Doors
- FSSW of doors and closures without thick RSW cables
- Cycle time of approx. 1 sec is desired and possible
Challenges
- Tool wear: More than 1400 m weld per tool are possible
- Welding speed: Faster than laser MIG hybrid
- Complicated fixtures
Heat Exchangers

CNC Milling before and after FSW
- Tailor made aluminium cooling plates or heat exchangers with excellent thermal performance and high versatility at low development cost
- Atherm uses FSW both for small batch production during prototyping (A and B samples), and for large volumes in the serial production
Rotation Speeds during CNC Milling and FSW
- FSW needs comparatively low rotation speeds at high downward pressure
- The Stirweld FSW head protects your spindle bearings against the high forces and process temperatures
- The Stirweld FSW head keeps the downward force constant and measures force and temperature
- Automatic CNC/FSW tool changer and/or FSW head changer
CFD (Computer Fluid Dynamics)
- The thermal properties can be optimised by modelling the heat flow
- Bionic heat exchangers
Heat Exchangers
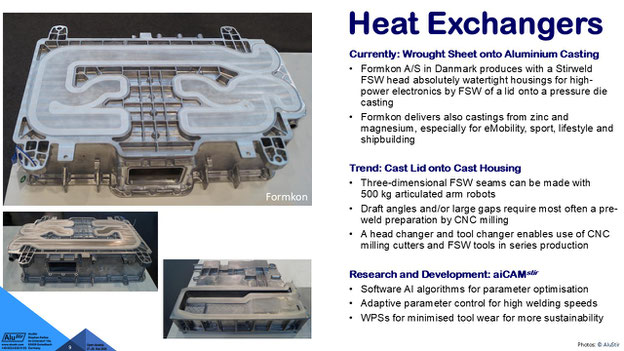
Currently: Wrought Sheet onto Aluminium Casting
- Formkon A/S in Danmark produces with a Stirweld FSW head absolutely watertight housings for high-power electronics by FSW of a lid onto a pressure die casting
- Formkon delivers also castings from zinc and magnesium, especially for eMobility, sport, lifestyle and shipbuilding
Trend: Cast Lid onto Cast Housing
- Three dimensonal FSW seams can be made with500 kg articulated arm robots
- Draft angles and/or large gaps require most often a pre-weld preparation by CNC milling
- A head changer and tool changer enables use of CNC milling cutters and FSW tools in series production
Research and Development: aiCAMstir
- Software AI algorithms for parameter optimisation
- Adaptive parameter control for high welding speeds
- WPSs for minimised tool wear for more sustainability
Design
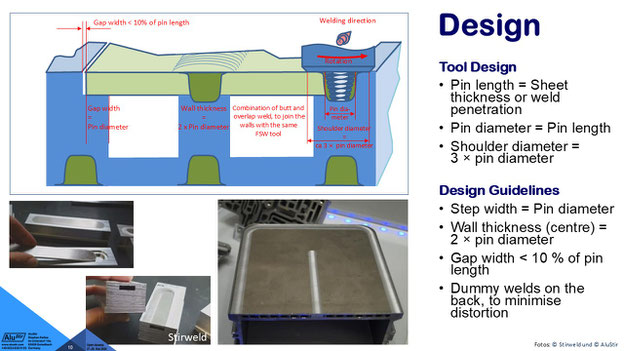
Tool Design
- Pin length = Sheet thickness or weld penetration
- Pin diameter = Pin length
- Shoulder diameter = 3 × pin diameter
Design Guidelines
- Step width = Pin diameter
- Wall thickness (centre) = 2 × pin diameter
- Gap width < 10 % of pin length
- Dummy welds on the back, to minimise distortion
Gantry, CNC Machine or Robotic Cell

Turn-key Solutions
- Planning, specification
- Complete cells incl. fixtures
- Commissioning
- Training, ramp-up
FSW System Integration
- Upgrading of existing CNC milling machines
- New, used und importierted robots
Special Applications
- FSW of steel
- Retractable pin
- Welding speed >3 m/min
Financial Risk
Large Expenses for Research and Development
- Know-how loss by personel changes
- Route cause analysis of non-optimised FSW tools
Underestimation of Clamping Efforts
- Aircraft manufacturers, GIL pipelines and eMobility
Competition with Material Suppliers who Add Value
- Aluminium extruders demand surcharges for tolerances
- Steel and plastics are cheaper than aluminium
Market develops more slowly than predicted
- High sales cost of the FSW machine manufacturers
Peaks of Orders and Sales
- Expensive special machines especially for aerospace
- Excess and shortage quantities in automotive market
Unexpected Political Decisions
- Changing laws and tolls, wars, governmental funding
Technical Success
Solid State welding has always Metallurgical Benefits
- Join 2000 and 7000 alloys below the melting point
- Low Distortion and Impressive Tolerances
- Panels for transport industy and battery trays
Adding Value to Extrusions and Aluminium Castings
- Paneels and assemblies instead of raw materials
Aluminium Foundries Change their Main Products
- eMobility vs. motor blocks, gear boxes and exhaustsd
- FSW avoids pores, spatter and blow holes
Cost Effective Manufacture
- Unique selling points compared to traditional products
- Export from Asia into attraktive markets
The Highest Turnover and Profit had…
- Rocket manufacturers, aluminium extruders, heat exchanger manufacturers, R&D institutes and universities
Market Analysis
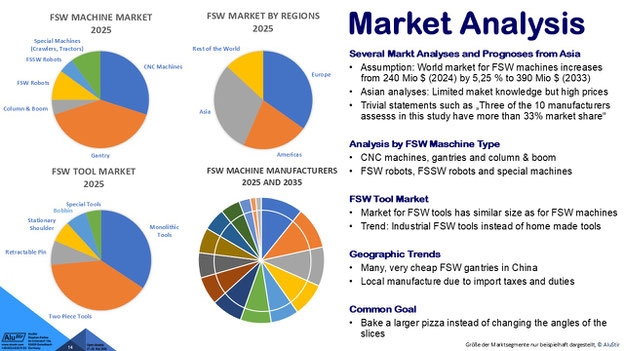
Several Markt Analyses and Prognoses from Asia
- Assumption: World market for FSW machines increasesfrom 240 Mio $ (2024) by 5,25 % to 390 Mio $ (2033)
- Asian analyses: Limited maket knowledge but high prices
- Trivial statements such as „Three of the 10 manufacturers assesss in this study have more than 33% market share.“
Analysis by FSW Maschine Type
- CNC machines, gantries and column & boom
- FSW robots, FSSW robots and special machines
FSW Tool Market
- Market for FSW tools has similar size as for FSW machines
- Trend: Industrial FSW tools instead of home made tools
Geographic Trends
- Many, very cheap FSW gantries in China
- Local manufacture due to import taxes and duties
Common Goal
- Bake a larger pizza instead of changing the angles of the slices
Market Analysis
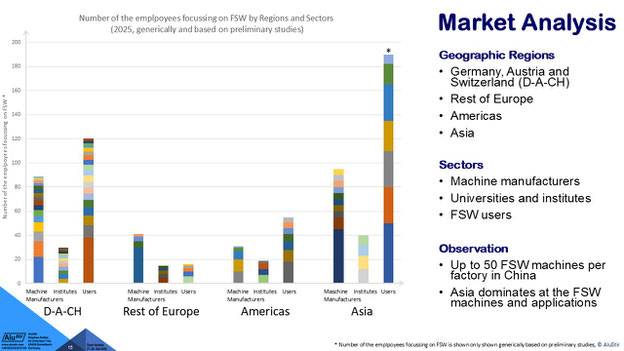
Geographic Regions
- Germany, Austria and Switzerland (D-A-CH)
- Rest of Europe
- Americas
- Asia
Sectors
- Mashine manufacturers
- Universities and institutes
- FSW users
Observations
- Up to 50 FSW machines per factory in China
- Asien dominates at the FSW machines and applications
Publications
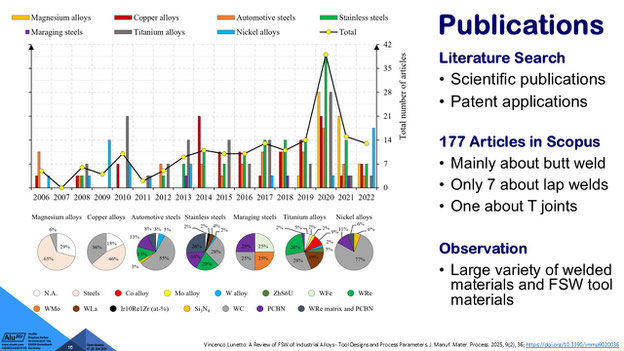
Literature Search
- Scientific publications
- Patent applications
177 Articles in Scopus
- Mainly about butt weld
- Only 7 about lap welds
- One about T joints
Observation
- Large variety of welded materials and FSW tool materials
SWOT Analysis
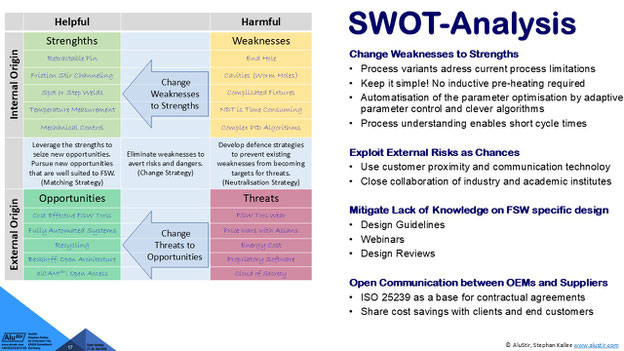
Change Weaknesses to Strengths
- Process variants adress current process limitations
- Keep it simple! No inductive pre-heating required
- Automatisation of the parameter optimisation by adaptive parameter control and clever algorithms
- Process understanding enables short cycle times
Exploit External Risks as Chances
- Use customer proximity and communication technoloy
- Close collaboration of industry and academic institutes
Mitigate Lack of Knowledge on FSW specific design
- Design Guidelines
- Webinars
- Design Reviews
Open Communication between OEMs and Suppliers
- ISO 25239 as a base for contractual agreements
- Share cost savings with clients and end customers
PESTEL Analysis
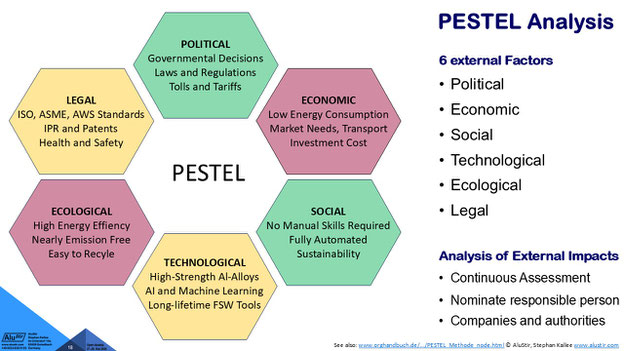
Six external Factors
- Political
- Economic
- Social
- Technological
- Ecological
- Legal
Analysis of External Impacts
- Continuous Assessment
- Nominate responsible person
- Companies and authorities
DROC Analysis
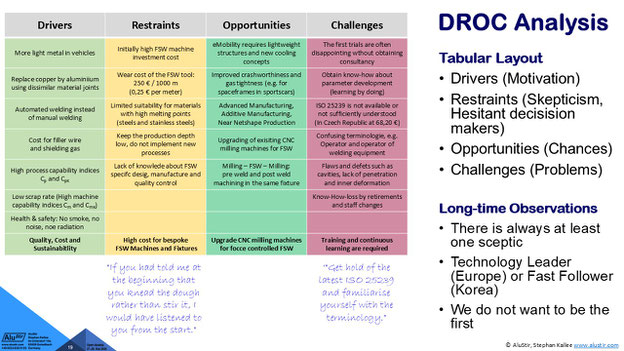
Tabular Layout
- Drivers (Motivation)
- Restraints (Skepticism, Hesitant decisision makers)
- Opportunities (Chances)
- Challenges (Problems)
Long-time Observations
- There is always at least one sceptic
- Technology Leader (Europe) or Fast Follower (Korea)
- We do not want to be the first
FSW Standards
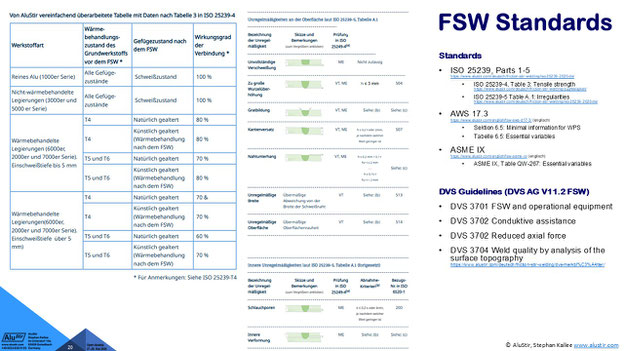
Standards
- ISO 25239, Parts 1-5
- ISO 25239-4, Table 3: Tensile strength
- ISO 25239-5 Table A.1: Irregularities
- AWS 17.3 (englisch)
- Sektion 6.5: Minimal information for WPS
- Tabelle 6.5: Essential variables
- ASME IX (englisch)
- ASME IX, Table QW-267: Essential variables
DVS Guidelines (DVS AG V11.2 FSW)
- DVS 3701 FSW and operational equipment
- DVS 3702 Conduktive assistance
- DVS 3702 Reduced axial force
- DVS 3704 Weld quality by analysis of the surface topography
Who achieves the largest Benefits?

Space Exploration
- FSW has revolutionised rocket manufacture worldwide
- High-strength aluminium alloys are weldable by FSW
Adding Value
- Panels instead of extrusions
- Parallel welds with low distortion and superb tolerances
Cooling Plates (Thermal Management)
- More than 1000 m per day for heat exchangers
- FSW of aluminium die castings without pores or spatter
Mixed Material Joints
- Lap welding of aluminium-copper or aluminium-steel
- Combination of wrought sheet, extrusions and castings
Research & Development at Universities and Institutes
- Many publications and patents
- Re-invention and research of previously well-known facts
Conclusions
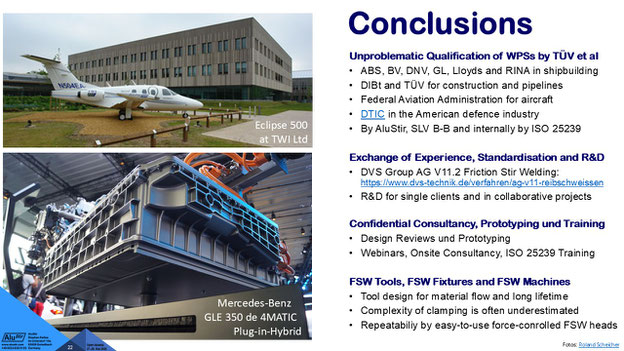
Unproblematic Qualification of WPSs by TÜV et al
- ABS, BV, DNV, GL, Lloyds and RINA in shipbuilding
- DIBt and TÜV for construction and pipelines
- Federal Aviation Administration for aircraft
- DTIC in the American defence industry
- By AluStir, SLV B-B and internally by ISO 25239
Exchange of Experience, Standardisation and R&D
- DVS Group AG V11.2 Friction Stir Welding:https://www.dvs-technik.de/verfahren/ag-v11-reibschweissen
- R&D for single clients and in collaborative projects
Confidential Consultancy, Prototyping und Training
- Design Reviews und Prototyping
- Webinars, Onsite Consultancy, ISO 25239 Training
FSW Tools, FSW Fixtures and FSW Machines
- Tool design for material flow and long lifetime
- Complexity of clamping is often underestimated
- Repeatabiliy by easy-to-use force-conrolled FSW heads