
DIN EN 16602-70-39:2019-02
Ein kleiner Einblick in die Norm zum Schweißen von metallischen Werkstoffen für Flug-Hardware (Raumfahrtproduktsicherung)


Biomasse-Radar-Erdbeobachtungssatellit der Europäischen Weltraumorganisation ESA
© ESA-CNES-ARIANESPACE/Optique vidéo du CSG–S. Martin, CC BY-SA IGO 3.0
Die englischsprachige Norm DIN EN 16602-70-39:2019-02 beschreibt unter dem Titel "Raumfahrtproduktsicherung - Schweißen von metallischen Werkstoffen für Flug-Hardware" die Anforderungen an die Verarbeitung und Qualitätssicherung beim Metallschweißen (von Hand, automatisiert, halbautomatisiert maschinell) für Anwendungen in der Luft- und Raumfahrt.
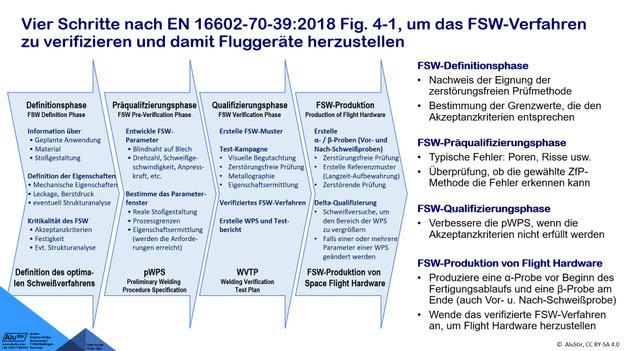
Vier Schritte gemäß EN 16602-70-39:2018, um einen verifizierten FSW-Prozess zu erstellen und anschließend Flug-Hardware herzustellen (zum Vergrößern bitte anklicken)
© AluStir
Die Norm deckt alle Schweißprozesse ab, die für das Fügen von metallischen Werkstoffen zur Anwendung in der Luft- und Raumfahrt angewendet werden, d.h. neben dem Schmelzschweißen auch:
- Linearreibschweißen (Prozess 42)
- Rotationsreibschweißen (Prozess 42)
- Rührreibschweißen (Prozess 43)
- Magnetpulsschweißen (Prozess 442)
Die Norm behandelt kein Reparaturschweißen. Die vorliegende Norm kann auf die speziellen Merkmale und Vorgaben eines Raumfahrtprojektes nach ECSS-S-ST-00 ausgelegt werden.
Kostenlos: ECSS-Q-ST-70-39C
Die Norm wurde bereits am 1. Mai 2015 inhaltsgleich und im selben Layout als ECSS-Q-ST-70-39C von der ESA Requirements and Standards Division herausgegeben. Sie ist kostenlos über folgenden Link abrufbar:
Bestellbar: DIN EN 16602-70-39
Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 131-06-02 AA "Interoperabilität von Informations-, Kommunikations- und Navigationssystemen" im DIN-Normenausschuss Luft- und Raumfahrt (NL).
Die 79 Seiten der Norm wurden im Februar 2020 auf Englisch veröffentlicht. Die elektronischen und gedruckten Versionen sind über folgende Webseiten erhältlich:
- DIN-Media (180 € bzw. 224 €): https://www.dinmedia.de/.../din-en-16602-70-39/..
Eine kostengünstigere am 1. Januar 2019 publizierte Variante (ohne deutschsprachiges Vorwort mit 73 Seiten) gibt es beim tschechischen Normservis:
- Normservis (104 € bzw 115 €): UNE-EN 16602-70-39:2018, 1.1.2019
Lediglich ein detaillierter Einblick in das englischsprachige Inhaltsverzeichnis der Norm EN 16602-70-39:2018 (E) ist kostenlos über folgenden Links abrufbar:
Wissenswertes aus der Norm
Wer die im deutschsprachigen Raum normalerweise eingesetzten Normen kennt, wird sich möglicherweise über folgende Besonderheiten wundern:
4.1 Generelle Anforderungen
Die generellen Anforderungen beim Einsatz des Rührreibschweißens in der Raumfahrtindustrie sind wie folgt:

Vier Schritte gemäß EN 16602-70-39:2018, um einen verifizierten FSW-Prozess zu erstellen und anschließend Flug-Hardware herzustellen (zum Vergrößern bitte anklicken)
© AluStir
Rührreibschweiß-Definitionsphase (FSW Definition Phase)
Information über
• Geplante Anwendung
• Material
• Stoßgestaltung
Definition der Eigenschaften
• Mechanische Eigenschaften
• Leckage, Berstdruck
• Falls erforderlich: Strukturanalyse
Kritikalität des FSW
• Akzeptanzkriterien
• Festigkeit
• Falls erforderlich: Strukturanalyse
Vorgehensweise
• Nachweis der Eignung der zerstörungsfreien Prüfmethode
• Bestimmung der Grenzwerte, die den Akzeptanzkriterien entsprechen
Meilenstein: Definition des optimalen Schweißverfahrens
Rührreibschweiß-Präqualifzierungsphase (FSW Pre-Verification Phase)
Entwickle FSW-Parameter
• Blindnaht auf Blech
• Drehzahl, Schweißgeschwindigkeit, Anpresskraft, etc.
Bestimme das Parameterfenster
• Tatsächliche Stoßgestaltung
• Prozessgrenzen
• Eigenschaftsermittlung (werden die Anforderungen erreicht)
Vorgehensweise
• Bewerte Typische Fehler: Poren, Risse usw.
• Überprüfung, ob die gewählte ZfP-Methode die Fehler erkennen kann
Meilenstein: pWPS: Preliminary Welding Procedure Specification
Rührreibschweiß-Qualifizierungsphase (FSW Verification Phase)
Erstelle FSW-Muster
Test-Kampagne
• Visuelle Begutachtung
• Zerstörungsfreie Prüfung
• Metallographie
• Eigenschaftsermittlung
Meilenstein: Verifiziertes FSW-Verfahren
Erstelle WPS und Testbericht
Vorgehensweise
• Verbessere die pWPS, wenn die Akzeptanzkriterien nicht erfüllt werden
Meilenstein: WVTP Welding Verification Test Plan
Rührreibschweiß-Produktion (FSW Production of Space Flight Hardware)
Erstelle α- / β-Proben (Vor- und Nach-Schweißproben)
• Zerstörungsfreie Prüfung
• Erstelle Referenzmuster (Langzeit-Aufbewahrung)
• Zerstörende Prüfung
Delta-Qualifizierung
• Schweißversuche, um den Bereich der WPS zu vergrößern
• Falls einer oder mehrere Parameter einer WPS geändert werden
Meilenstein: FSW-Produktion von Space Flight Hardware
4.2 Sicherheitsklassen
Sicherheitsklasse 1
Schweißverbindungen der Klasse 1 gelten als kritisch und strukturell. Ein Versagen einer Schweißverbindung der Klasse 1 führt zum Verlust des Raumfahrzeugs, wichtiger Komponenten, zum Tod von Menschen oder zum Verlust der Kontrolle über das Raumfahrzeug. Der Begriff "kritisch (critical)" ist nach ECSS-S-ST-00-01 genormt. Er unterscheidet sich vom Betriff "ausfallsicher (fail-safe)" nach ECSS-E ST-32-01, der nur zwischen den Zeilen verwendet wird (siehe § 3.1).
Sicherheitsklasse 2
Schweißverbindungen der Klasse 2 sind nicht kritisch, aber strukturell. Ihr Versagen kann die Effizienz des Systems beeinträchtigen, führt jedoch nicht zum Verlust des Raumfahrzeugs. Verbindungen der Klasse 2 erfordern eine Überprüfung der Schweißnahtintegrität (entweder extern, intern oder beides), die für die vorgesehene Anwendung angemessen ist.
Sicherheitsklasse 3
Schweißverbindungen der Klasse 3 sind nicht kritisch und nicht strukturell und so angeordnet, dass ein Versagen keine Auswirkungen auf andere Flugelemente hat. Diese Verbindungen erfordern eine minimale Überprüfung der Schweißnahtintegrität, die Qualitätssicherung erfolgt hauptsächlich visuell.
7.3.4 Werkzeuge und Spannvorrichtungen
Die für die Verbindung verwendeten Werkzeuge und Vorrichtungen dürfen
den Schweißlichtbogen oder -strahl nicht beeinträchtigen. Damit wird auf die sogenannte "Blaswirkung" hingewiesen, d.h. auf die Ablenkung des Lichtbogens oder Elektronenstrahls durch magnetisierte Spannvorrichtungen. Bei Schweißverfahren, bei denen eine Entmagnetisierung erforderlich ist, sind die für die Werkzeuge verwendeten magnetischen Materialien vor dem Schweißen zu entmagnetisieren. Dafür wird meist ein mit Wechselstrom beaufschlagter Elektromagnet verwendet. Die Entmagnetisierung ist im Wartungsplan oder in der WPS festzulegen.
Werkzeuge und Vorrichtungen müssen die Einhaltung der im Prüfplan zur Verifizierung des Schweißverfahrens (en: Welding Verification Test Plan, WVTP) anhand der in in Anhang B des Dokuments definierter Anforderungen (en: Document Requirements Definition) angegebenen Abmessungen nachweisen und dem Kunden zur Genehmigung vorgelegt werden.
Das Werkzeugmaterial innerhalb von 2 cm von der Schweißnahtwurzel muss aus derselben Legierung bestehen wie das zu schweißende Material, außer in dem in
folgender Anforderung angegebenen Fall:
Die feste Unterlage (backing bar) und das Spannwerkzeug (fixation tool) können aus einem anderen Material als der zu schweißenden Legierung bestehen. Die Begründung für die Abweichungen von der vorausgehenden Anforderung ist im Prüfplan zur Verifizierung des Schweißverfahrens (en: welding verification test plan, WVTP) und in den Verifizierungsunterlagen anzugeben. Die angegebene Begründung ist vom Kunden während der Verifizierung zu genehmigen.
Die für die Verbindung verwendeten Werkzeuge und Vorrichtungen dürfen
die Schweißqualität nicht beeinträchtigen. Werkzeuge und Vorrichtungen sind vor dem Schweißen zu reinigen. Werkzeuge und Vorrichtungen dürfen keine Verunreinigungen der Verbindung verursachen.
Tabelle 11-2: Test-Muster
Tabelle 11-2 listet die Mindestanzahl an Prüfungen für alle mechanisierten Schweißverfahren der Klassen 1 und 2 auf. Danach sind mindestens acht Test-Muster erforderlich, die mit fünf verschiedenen Untersuchungsverfahren bewertet werden:
- Visuelle Untersuchung (Visual Inspection)
- Farbeindringprobe (Penetrant Inspection)
- Röntgenuntersuchung (Radiographic Testing)
- Metallographie und Härte (Metallography and Hardness)
- Zugversuche (Tensile Tests)
Normübergreifende Vereinbarungen
- Der Begriff „Qualifizierung (Qualification)” aus ECSS-Q-ST-70-39 ist gleichbedeutend mit dem in ECSS-Dokumenten verwendeten Begriff „Verifizierung (Verification)”. Dies gilt nicht für die Qualifizierung von Personal.
- Der in gängigen Schweißdokumentationen verwendete Begriff „Qualifizierungsprüfplan (Qualification Test Plan, QTP)” ist gleichbedeutend mit dem Begriff „Schweißverifizierungsprüfplan (welding verification test plan WVTP)” aus der ECSS-Q-ST-70-39.
- Der in gängigen Schweißdokumentationen verwendete Begriff „Qualifikationsprüfbericht (Qualification Test Report, QTR)” ist gleichbedeutend mit dem Begriff „Schweißverifizierungsprüfbericht (WVTR)” aus ECSS-Q-ST-70-39.
Unregelmäßigkeiten und Abnahmekriterien
In der normativ gültigen Tabelle A.1 des Anhang A der ISO 25239-5 werden die Unregelmäßigkeiten, Prüfung und Untersuchung, Abnahmekriterien und Bezugsnummern nach DIN EN ISO 6520-1:2007-11 aufgelistet (Schweißen und verwandte Prozesse - Einteilung von geometrischen Unregelmäßigkeiten an metallischen Werkstoffen - Teil 1: Schmelzschweißen). Auf sie wird bei der Lieferantenbewertung und Auftragsvergabe für das Rührreibschweißen von Einzelteilen, Prototypen und Serienbauteilen oft unverändert oder mit zu erfüllenden Einschränkungen Bezug genommen.
Nationaler Anhang (informativ)
Die Begriffe und Abkürzungen werden in DIN EN 16602-70-39:2019-02 im Anhang des Nationalen Vorworts erläutert:
3.2.32 Laufzettel
Der Laufzettel ist ein Dokument, in dem der vollständige Schweißprozess aufgezeichnet ist, einschließlich Reparaturschweißnähten, Gerätefehlfunktionen, Überprüfungen und Verweisungen auf geschweißte Proben. Die Begriffe „Arbeitskarte“ und „Laufkarte“ werden synonym verwendet.
3.2.33 THAZ oder TMAZ: Thermomechanisch beeinflusste Zone
Die thermomechanisch beeinflusste Zone ist der Teil einer durch Rührreibschweißen erzeugten Schweißnaht, die durch die Bewegung des mechanischen Werkzeugs und das Aufbringen von Wärme beeinflusst wird. Dafür wird in dieser Norm die in ECSS-Q-ST-70-39C genormte, aber ansonsten unübliche Abkürzung "THAZ" verwendet, während sonst "TMAZ" gebräuchlich ist
Der nächste Schritt
AluStir hat viel Erfahrung mit dem Rührreibschweißen und dessen industrieller Anwendung in der Raumfahrt nach DIN EN 16602-70-39. Bitte kontaktieren sie uns per E-mail ([email protected]) oder Telefon (+ 49 7031 427 0091), falls Sie dazu Fragen haben.